

جمله:
انسان هميشه مقصودخود را به صورت جمله بيان مي كند.
جمله ،يك يا مجموع چند كلمه است كه بر روي هم پيام كاملي را از گوينده به شنونده برساند.هرجا كه جمله تمام شود،نقطه اي مي گذاريم.
مثال:ابوعلي سينا از بزرگترين دانشمندان ايران است.
هيچكس به دليل رنگ و نژاد بر ديگري برتري ندارد.
انواع جمله:
جمله اي كه خبري را بيان ميكندجمله خبري ناميده ميشود.
مثال:فردا سالگرد پيروزي مردم نيكاراگوئه است.
جمله اي كه درآن پرسشي باشد جمله پرسشي ناميده ميشود.
مثال:فردا چه روزي است؟
جمله اي كه درآن فرماني داده شده است جمله امري خوانده ميشود.
مثال:همه در جاي خود بايستند.
جمله اي كه عاطفه اي را بهمراه داشته باشد جمله عاطفي يا تعجبي ناميده مي شود.
مثال:چه باغ باصفايي!
ساختمان جمله
جمله،نهاد،گزاره:
هرجمله به دو قسمت تقسيم مي شود:
قسمت اول،كه درباره آن خبري مي دهيم كه به آن نهاد
مي گوييم.
قسمت دوم ، خبري است كه درباره قسمت اول مي گوييم و آن را نهاد مي ناميم.
مثال:كوروشبابل را فتح كرد .
كوروش=نهاد / بابل را فتح كرد =گزاره
فعل:
در هر گزاره يك جزء اصلي وجود دارد كه بدون وجود آن جمله ناقص و ناتمام است كه به آن فعل مي گوييم،مثل كلمه گذشت در اين جمله.
مثال:فصل تابستان گذشت.
فصل آن كلمه اي است كه دلالت مي كند بر كردن كاري يا روي دادن امري يا داشتنحالتي در زمان گذشته يا اكنون يا آينده.
گفتيم در گزاره كلمه اصلي فعل است.هر جمله اي بايد فعل داشته باشد عبارتي كه در آن فعل نباشد جمله نيست.
فعل كلمه اي است كه كاري يا حالتي را مي رساند و معني آن با زمان رابطه دارد.
زمان داراي سه مرحله است:
گذشته،اكنون،آينده
اكنون يا حال وقتي است كه در حال گفتن جمله هستيم.
گذشته يا ماضي مرحله اي است كه پيش از گفتن جمله بوده است.آينده يا مستقبل زمان بعد از گفتن جمله است.
فعل علاوه بر زمان بر يكي از سه شخص گوينده ،
شنونده ، ديگركس نيز دلالت دارد.
مثال:در فعل ميروي سه مفهوم وجود دارد:
يكي مفهوم انجام دادن كار كه رفتن است،ديگر مفهوم زمان كه در اينجا حال است.سوم مفهوم كسي كه كار رفتن را انجام مي دهد كه در اينجا شنونده يا دوم شخص است.
هر فعل سه مفهوم،كار يا حالت و زمان شخص را در بر دارد.
فعلي كه به يك تن نسبت داده شود،مفرد خوانده مي شود.
مثال:آن مرد با عجله آمد
فعلي كه به بيش از يك تن نسبت دادهه شود،جمع ناميده مي شود.
دانش آموزان با عجله رفتند
با توجه به مسايل مطرح شده مي توانيم صورتهاي فعل
آمدن را درزمان گذشته بنويسيم.
آمدم ـ آمدي ـ آمد
آمديم ـ آمديد ـ آمدند
كه در هر كدام از اين شش صورت مي توانيم علاوه بر زمان ـ شخص و يا نفرد و جمع بودن آن را نيز دريافت كنيم.
پس تعريف هركدام از شش صورت فوق مي تواند به اين صورت بيان شود كه:
آمدم=اول شخص مفرد
آمدي=دوم شخص مفرد
آمد=سوم شخص مفرد
آمديم=اول شخص جمع
آمديد=دوم شخص جمع
آمدند=سوم شخص جمع
درهر فعل جزئي ازآن معني اصلي را در بر دارد و در همه صورتها تغيير نمي كندكه به آن ماده فعل مي گويند،مثلا در همان فعل آمدن جزء آمد در هر شش صورت حضور دارد.
جزء ديگر فعل كه در هر شش صورت حضور دارد.
جزئ ديگر فعل كه در هر صورت با صورت قبل تفاوت دارد
شناسه ناميده مي شود.مثلا در همان فعل آمدن جزء دوم هر صورت شكلي ديگر دارد يعني اين صورتها:
م ـ ي ـ يم ـ يد ـ ند
كه به آنها شناسه مي گوييم،به عبارتي آنها فعل را براي ما شناسه مي كنند كه مربوط به چه شخصي است و مفرد است يا جمع.
ماده فعل:
ماده ماضي ، ماده مضارع
قبلا مطرح كرديم كه ماده فعل،جزئي از فعل است كه در همه صورتها ثابت مي ماند و حالا اضافه مي كنيم كه در زبان فارسي هر فعل دو ماده مختلف دارد كه هر كدام برخي از صورتهاي فعل را مي سازند.
براي مثال فعل نوشتن را در نظر مي گيريم،برخي از صورتهاي اين فعل كه رد گفتار و نوشتار بكار مي بريم اينها
هستند:
نوشتم،مي نوشتم،نوشته ام،نوشته باشم،نوشته بودم،
مي نويسم،بنويس،بنويسيم.
جنانكه ملاحظه مي شود اين صورتها از فعل نوشتن به دو دسته تقسيم شده اند،در دسته اول جزئي كه ثابت است و تغيير نمي كند نوشت است و در دسته دوم نويس ،از نظر زمان فعل هايي كه جزء ثابت آنها نوشت مي باشد،برزمان گذشته دلالت مي كنند و فعل هايي كه جزء ثابت آنها نويس مي باشد،زمانهاي حال و آينده را مي سازند،بهمين دليل ماده صورتهاي اول را ماده ماضي و ماده صورتهاي دوم را ماده مضارع مي ناميم پس در زبان فارسي هر فعلي دو ماده دارد: يكي ماده ماضي و ديگري ماده مضارع همه صورتهايي كه معني حال و آينده از انها بر مي آيد از ماده مضارع ساخته مي شوند.
نهاد . فاعل:
گفتيم نهاد قسمتي از جمله است كه درباره آن خبر ميدهيم و گزاره خبري است كه درباره نهاد مي دهيم.
حال مي گوييم:
خبري كه درباره نهاد مي دهيم بيان يكي از اين چهار حالت است.
1.انجام دادن يا انجام دادن عملي،مانند:خوردن،شكستن،
پختن
2.پذيرفتن عملي،مانند خورده شدن،شكسته شدن،پخته شدن
3.داشتن صفتي،مانند دانا بودن،سفيد بودن،گرم بودن
4.پذيرفتن صفتي،مانند دانا شدن،گرم شدن،بيمارشدن
درحالت اول كلمه اي كه نهاد قرار بگيردكننده كار هم هست
مثلا اگر?اكبر?نهاد قرار بگيرد انجام دهنده عمل خوردن هم هست.?اكبر چاي را خورد?
درحالت دوم كلمه اي كه نهاد قرار بگيرد پذيرنده كار است.مثلا?آش پخته شد?
در حالت سوم كلمه اي كه نهاد قرار بگيرد پذيرنده صفت است مثلا ?هوشنگ بيمار شد?
به اين جمله توجه كنيد:
سعدي گلستان را نوشت
در اين جمله،نهاد،يعني قسمتي از جمله درباره آن خبري داده ايم كلمه ?سعدي? است.فعلي كه در گزاره آمده،كاري است كه از سعدي سرزده است.يعني عمل?نوشتن گلستان?را سعدي انجام داده است.پس او كننده كار است،در دستور زبان به كننده كار، فاعل مي گوييم،پس:
فاعل كلمه اي است كه انجام دادن كاري را به آن نسبت دهيم.
اطلاعات عمومی
مطالب آموزشی و سرگرمی برای همه...
+ ۱۳۸۹/۱۱/۱۴

اصل اساسی :
قطعه
دواری كه در داخل پوسته پمپ وجود دارد با حركت سریع خود موجب گردش آب می
گردد. در نتیجه این عمل آب تحت تأثیرنیروی گریزاز مركز واقع شده و از مجرای
خروجی خارج می گردد . درنتیجه ایجاد خلأ نسبی ، فشار آتمسفر باعث دخول آب
به بدنه پمپ می گردد . تا زمانی كه آب در داخل پمپ وجود داشته و پره آن به
حركت دوران خود را ادامه می دهد مراحل فوق الذكر نیز تكرار می گرددند قطعه
دواری كه در داخل پمپ های گریز از مركز قرار دارد پره نامیده می شود . پره
مذكور در داخل بده پمپ گردش می كند . مجرای ورود یا مكش آب در مركز پره
قرار داشته و سوراخ خروجی در پیرامون بدنه واقع شده است . در موقع كار ، آب
از مجرای ورودی مكیده شده وپس از اینكه تحت تأثیر گریز از مركز قرار گرفت
از طریق مجرای خروجی خارج می گردد .
به طوری كه ملاحظه می شود یك قوطی
حلبی كه به زائده های a وc مجهز است از طریق یك تسمه كه به محور قوطی لحیم
شده است به صرعت می گردد . غرض از تعبیه زائده های a و c این است كه در
موقع گردش قوطی حلبی ، آب داخل آن ، تحت تأثیر نیروی گریز از مركز واقع شده
وشروع به بیرون ریختن وسرریز كردن می كند . علت آن پدیده آن است كه در
كناره دیواره قوطی ، آب قادر به عبور از زائده ها نیست و به همین دلیل
ناچار است از بالای آن عبور كند و فشار حاصل سطح آب را به طرف بالا سوق می
دهد . در این حال چون حجم مایع ثابت است سطح آن در قسمت مركزی قوطی پایین
می افتد . وقتی اب موجود در كناره ها بالا می رود در نزدیكی مركز خلائی به
وجود می آید و فشار آتمسفر آب را به طرف پایین می راند .
باید توجه
داشت كه اختلاف ارتفاع یا جهش آب به اندازه dd بوده است . از آنجایی كه آبی
كه از قسمت بالایی قوطی می ریزد ، سرعت زیادی دارد ( مساوی با سرعت بدنه
خارجی قوطی ) بدیهی است كه در حین این عمل ، انرژی جنبشی زیادی تلف می شود ،
مگر اینكه ترتیب دیگری اتخاذ شود كه آب مورد نیاز را تأمین نماید از یك
دایره اضافی استفاده شده كه در موقع لزوم از سرریز آب جلوگیری می كند .
همچنین
برای تأمین آب مورد نیاز ، محور دورا سیستم ، مجوف بوده وبه یك منبع ذخیره
متصل است . برای حصول نتیجه یكسان میتوان بجای تحرك قوطی فقط پره ها را به
صورت متحرك در نظر گرفت .
پمپ با پره های مستقیم :
اولین پمپ گریز از مركز به تیغه های مستقیم ( شعاعی ) مجهز بوده است . بهر حال قسمت های اساسی یك پمپ گریز از مركز عبارتند از :
1- پروانه یا عضو متحرك
2- پوسته باید نه ثابت كه پروانه را احاطه میكند ،
در
پمپ گریز از مركز ،آب از مجرای ورودی كه در پروانه تعبیه شده وارد محفظه
ای میگردد ورد آنجا با تیغه های متحرك پروانه روبرو میشود ، دوران آب موجب
ایجاد نیروی گریز از مركر شده ودر محل قطر خارجی پروانه ،فشاری پدیدار
میشود كه موجب ایجاد جریان شده وآب ، پروانه را با سرعت وفشار زیادی ترك
كرده واز طریق مجرائی كه به این منظور پیش بینی شده از پمپ خارج میگردد وبه
محل مصرف هدایت میشود
پمپ با تیغه های خمیده :
تیغه
های خمیده را اولین بار شخصی بنام APPOld در سال 1849 در انگلستان بكار
گرفت ، در پوش وقسمتهای داخلی یك پمپ گزیز از مركز كه به پره های منحنی
الشكل مجهز است ، در شكل 4 نمایش داده شده است ، دراین جاباید توجه داشت كه
علاوه بر انحنای پره ها ، بدنه پمپ نیز دخالت خاصی دارد كه ما آن را ولوت
(1) یا مارپیچ مینامیم . طوری برروی در پوش تعبیه شده كه آب را مستقیما ”
به روزنه پروانه دوار هدایت كند ، پره های منحنی الشكل به محض دریافت آب از
روزنه ،آن را به صورت مارپیچی به تلاطم واداشته وبه لبه میچسبانند تاترتیب
تخلیه آب را فراهم آورند ، همزمان با گردش پروانه ،آب بطرف لبه بدنه حركت
كرده ووارد مجرای مارپیچی می شود ، ذرات ریز آب در محل مزبور به گردهم آمده
ومستقیما ” بطرف مجرای خروجی هدایت می شوند.
تقسیم بندی اصلی :
طرحهای اساسی پمپ های گریز از مركز به اصول مختلف عمل كرد ، آنها بستگی دارد ، بطور عموم پمپ های گریز از مركزرا نسبت به موارد زیر طراحی می كنند :
1ـ وضعیت مجرای ورودی مثل یك راهه یا دوراهه
2ـ وضعیت مراحل 1 از قبیل یك مرحله ای وچند مرحله ای
3ـ وضعیت خروجی از نظر میزان سیال خارج شده مثل پمپ با خروجی زیاد . متوسط ویا كم ،
4ـ وضعیت پروانه مانند نوع پره ها ، تعداد تیغه ها ووضعیت بدنه پمپ ،
پمپ یك مرحله ای :
این پمپ بیشتر برای مواردی كه ارتفاع خروجی كم یا متوسطی مورد نظر است، ساخته میشود ، ارتفاع خروجی یك پمپ تك پروانه ای تابعی از سرعت مماسی آن است ، در عمل با استفاده از یك پمپ یك مرحله ای میتوان به ارتفاع خروجی در حدود 1000 فوت دست پیدا كرد در حالیكه عملا ” وقتی ارتفاع بیش از 250 تا 300 فوت مورد نظر باشد بهره گیری از پمپ های چند مرحله ای عاقلانه تر است ، بطوری كه در شكل 6 هم نمایش داه شده است پمپ های كه راهه یا دوراهه درانواع یك یا چند مرحله ای ساخته میشوند ، مهمترین اشكال پمپهای یك راهه این است كه ارتفاعی كه آب را بوسیله آنها میتوان تا آن حد پمپاژ نمود ، محدود است ، البته با استفاده از پمپ های دوراهه یك مرحله ای براحتی میتوان مقادیر زیادی از آب را تا ارتفاع بیشتری پمپاژ نمود ، یك مزیت دیگر پمپهای دوراهه این است كه پروانه در امتداد محور خود از تعادل هیدرولیكی مناسبی برخوردار است زیرا نیروی محوری ناشی از ورود سیال از یك طرف با نیروی وارد شده از مجرای مقابل خنثی میگردد ،
پمپ چند مرحله ای :
این پمپها قادرند آب را تا ارتفاع نسبتا زیادی پمپاژنموده ، فشار قابل توجهی را نیز در اختیار بگذارند ، بسته به اندازه ارتفاع پمپاژ ،آنها را به صورت دو یا چند مرحله ای طراحی میكنند ، با وجودی كه همه پروانه ها به یك محورواحد متصل بوده ودر داخل یك بدنه واقع شده اند ، هر مرحله را میتوان عمل یك پمپ مجزا فرض كرد ، برای مثال داخل یك بدنه واحد میتوان از8 مرحله متفاوت استفاده نمود ، در اولین مرحله آب منبع مورد نظر ،مستقیما از طریق مجرای ورودی تحویل گرفته شده وفشار آن به اندازه فشار ناشی ازیك پمپ تك مرحله ای افزایش مییابد وبه مرحله بعدی ارجاع میشود . در هر مرحله ،فشار ،كمی زیاد میشود تا جائی كه فشار وحجم آب خروجی به میزانی كه مورد نظر است برسد ومراحل خاتمه یابد .
پمپ های یك مرحله ای را در انواع مختلفی ساخته واز آنها هم بصورت ثابت وهم به صورت قابل حمل ونقل استفاده میكنند ، پمپهای پرتابل 1را با استفاده از موتورهای هوائی ، برقی وگازوئیلی یا بنزینی بحركت در میآورند ، بسیاری از شركتهای ساختمانی ومقاطعه كاری از این نوع پمپ هااستفاده میكنند ، واما مرسوم ترین موارد استفاده پمپهای یك مرحله ای ثابت ،بهره گیری از آنها در چاه های عمیق یا كم عمق منازل جهت تأمین آب آشامیدنی موردنیاز اهالی میباشد ، یك نمونه دیگر از موارد استفاده از پمپهای یك مرحله ای ثابت ، استفاده از آنها در تأمین ماده مبردلازم جهت خنك كاری افزار برنده در ماشین های افزار است ، وقتی حجم وفشار آب مورد نیاز در صنعت یا موارد استفاده خانگی زیاد باشد از پمپهای چندمرحله ای استفاده می كنند .
طرز كار پمپ :
قبل از روشن كردن پمپ، باید ابتدا كوپلینگ ها را از هم جدا كرده وموتور را بتنهائی به گردش در آورده واز صحیح بودن جهت دوران آن اطمینان حاصل نمود ، برای كمك به اپراتور ، درروی بدنه پمپ ، جهت صحیح دوران محور آن بایك فلش مشخص شده است ، قبل از روشن كردن پمپ ، محل روغن خور بلبرینگ های پمپ را با روغنی كه سازنده آن توصیه كرده پر كنید ، پمپ هائی كه یا تاقانهای آنها به روغنكاری دائمی نیاز دارند باید تا محل خطی كه درروی روغن نمای آنها ثبت شده ، پراز روغن شوند ، بدنه یاتاقان كف گرد برخی از پمپ هارا بوسیله آب سرد ، خنك می كنند ، در موقع كار ،مسیر لوله كشی آب سرد را نیز باید مورد توجه قرارداد تا از سوختن یاتاقانهاممانعت بعمل آید ، یاتاقانهائی كه گرمای آنها پوست دست انسان را نمی سوزاند نیازی به خنك كردن با آب ندارند ، فقط آنقدرآب خنك مصرف كنید كه ماده روانساز را در دمای مناسبی نگهدارد ، هرچند وقت یكبار بدنیست كه مسیر خط لوله ورودی كه آب سرد را تأمین می كند با فشار آب شستشو داده شود تا آشغالها وكثافت احتمالی را كه ممكن است مسیر ورود آب را مسدود كنند از میان برداشته شوند ، بهرصورت قبل از راه اندازی كامل پمپ یك بازرسی نهائی انجام داده وحتی در صورت امكان روتور را چند دور با دست بگردانید .
پركردن مقدماتی پمپ :
یك پمپ گریز از مركز را هرگز نباید بدون آب بكار انداخت ، درصورتی كه قبل از پركردن پمپ آن را بكار اندازیم امكان دارد قطعات داخلی كه با آب ،روان كاری میشوند آسیب ببینند ،البته برخی از پمپ های گریز از مركز طراحی شده اند كه بصورت خشك وبی آب نیز میتوانند شروع بكار كنند ، در این مدلها یك مخزن ذخیره آب اضافی وجود دارد كه كاسه نمدها را آب بندی كرده وبوش محور ورینگهای سایشی پروانه را روانكاری می نماید ،
روش افشانك ـ پمپ به یك سوپاپ تخلیه ویك مجرای مخصوص جهت بیرون راندن بخار آب مجهز است ، در شروع كار ، پس از باز كردن سوپاپ ورود بخار آب ، سوپاپ تخلیه را می بندیم ،سپس سوپاپ بین مجرای خروج بخار آب وپمپ را باز می كنیم تا هوای موجود در پمپ ولوله ها خارج شده وآب به لوله ها كشیده شود ، عمل را فقط باید وقتی خاتمه یافته تلقی كرد كه آب ازمجرای خروج هوا بیرون بزند ، برای بستن افشانك ابتدا باید سوپاپ موجود بین پمپ وافشانك را مسدود كرده وسپس مجرای بخار آب را قطع كرد ، در صورتی كه نصب افشانك در نزدیكی پمپ مقدور نباشد ،لوله هوا را می توان طویل تر وقطور تر از زمانی كه افشانك در نزدیكی پمپ نصب می شد ، درنظر گرفت ،
روش استفاده از تلمبه دستی { یا پمپ هوای برقی }
در این روش بجای سوپاپ تخلیه می توان از یك شیر كنترل استفاده نمود ، استفاده از یك تلمبه دستی یا برقی بجای مجرای خرو ج بخار هوا نیز ضرروی است ،یك سوپاپ معمولی نیز باید در مسیر لوله هوا نصب نمود ، قبل از شروع عمل باید سوپاپ یاد شده را مسدود كرد . سابقاً برای این منظور از تلمبه های دستی معمولی استفاده میكردند ، گاهی اوقات برای اینكه خود این پمپ آب بندی شده وقادر به تخلیه هوای موجود در داخل لوله ها شود باید ابتدا آن را با كمی آب پر كرد .
روش استفاده از سوپاپ یك طرفه در پائین
وقتی سوپاپ یكطرفه ای در قسمت تحتانی لوله ورودی نصب شده باشد ، پمپ گریز از مركز وتمام مسیر لوله ورودی را میتوان از مجرای تخلیه پمپ یا قسمتی از بالای آن پر از آب نمود ، عمل پر كردن را ممكن است بكمك یك مخزن آب ذخیره یا یك تلمبه دستی انجام داد ، در صورتی كه طول لوله ورودی زیاد باشد برای پیشگیری از هم خوردن نظم عمل كرد پمپ در لحظه شروع ، از طرف دیگر باید مقدار زیادی آب وارد لوله ها كرد تا قبل از حركت آبدر لوله ورودی ،ذرات آب به اطراف پرتاب نشوند . در مواردی كه سوپاپ كنترل یا تخلیه استفاده میشود ،خلاء سنجی كه نزدیكی دهانه چاه یا منبع برروی قسمتی از لوله های هواگیری نصب شده ، میتواند تكمیل شدن عمل هواگیری وراه اندازی اولیه را خبر دهد ، درصورت لزوم میتوان لوله های مربوط به تخلیه هوا را با آی پر كرد وعمل هواگیری را بوسیله خود آب انجام داد، البته این در صورتی است كه فشار آب داخل لوله ها را بتوان تا حدود30 تا40 Psi رسانید . هر چند كه در این صورت به سیستم مخصوصی نیاز خواهیم داشت كه با نوع هوائی كمی تفاوت دارد .
در صورتی كه بخواهیم شروع كار پمپ بصورت خودكار وبدون نیاز به هوا گیری صورت گیرد باید یك تنظیم كننده فشار را برروی خط لوله تخلیه سوار كنیم در این صورت هر زمان لازم باشد . تنظیم كننده مزبور یك پمپ هواگیری را روشن كرده وبه مجرد تخلیه كامل هوای داخل لوله ها ، پمپ مزبور بصورت خودكار خاموش می شود .
یك جور مكانیزم ، خودكار راه اندازی دیگر پمپ كه به یك شناور مجهز می باشد دراین روش یك سوپاپ مخصوص راه اندازی اولیه بین بالای بدنه پمپ ویك سوپاپ هوا كه بوسیله شناور كنترل می شود . قرار می گیرد . در این جا سوپاپ هوا به كلیدی كه به همین منظور در نظر گرفته شده مربوط میگردد ، كنتاكتهای كلید مزبور بطورسری به مدار كنترل كننده استارت موتور اصلی وصل شده است ، یك سوپاپ كنترل كه در خط تخلیه نصب شده كلیدی را بكار میاندازد كه كلید راه اندازی اولیه را بصورت موازی در مدار قرار می دهد ، در واقع سوپاپ راه اندازی اولیه و سوپاپ هوا فقط تا موقعی كه عمل راه اندازی تكمیل نشده . در وضعیت نشان داده شده باقی می مانند .
وقتی كلید متصل به شناور بسته می شود ،پمپ راه اندازی روشن شده وآنقدر كار می كند ، كه پمپ اصلی را بكار انداخته وارتفاع آب در محفظه شناور بحدی برسد كه كلیدراه اندازی اولیه را ببندد ، بسته شدن كلید راه اندازی اولیه موجب روشن شدن پمپ اصلی می گردد .
وقتی مدار كنترل موتور پمپ اصلی شروع بكار می كند ، یك كنتاكت باز شده و پمپ كمكی باز كتر می افتد ، وقتی موتور اصلی در حال كار است سوپاپ كنترل مجرای تخلیه در حال باز نگهداشته می شود وكنتاكت های كلیدآن در وضعیت بسته باقی می مانند، تا یك مدار نگهدارنده رابرای كنتاكتور موتور پمپ كه دو سر كلید راه اندازی اولیه وصل شده تكمیل نمایند . این كلید بدون اینكه موجب ایجاد وقفه در كار موتور شود ،كلید راه اندازی اولیه را باز میكند ، در درون پیستون سوپاپ راه اندازی اولیه تعدادی سوراخهای كوچك وجود دارد كه در خلال عمل راه اندازی اولیه ، ذرات هوا می توانند بسادگی از آنها عبور نمایند ، این سوراخها طوری تعبیه شده اند كه فشارایجاد شده بوسیله پمپ ، انگشتی سوپاپ را با زور در جای خود می نشاند ، در این صورت به مجرد راه اندازی كامل وشروع عمل كرد پمپ اصلی ،پمپ كمكی خاموش میشود ، وقتی لوله راه اندازی اولیه پمپ كاملا آب بندی می شود ، ذرات آب از محفظه شناورباز نشد می كنندكلیدراه اندازی اولیه باز می گردد، ولی مداری كه از كلید سوپاپ تخلیه فرمان میگیرد ، كنتاكتور موتور پمپ اصلی را می بندد، وقتی كلید مربوط به شناور باز میشود پمپ اصلی خاموش میشود ، باید توجه داشت كه وقتی كلید مربوط به شناور بسته باشد ، موجب روشن شدن موتور پمپ اصلی میگردد و وقتی باز شود پمپ گریز از مركز را از كار می اندازد .
در یك سیستم راه اندازی خودكار اولیه كه در آن یك مخزن خلاء به عنوان تانك ذخیره بكاررفته ، مشاهده می شود كه این سیستم از یك پمپ خلاء ویك مخزن خلاء تشكیل می گردد ، مخزن مزبور بین پمپ خلاء ولوله راه اندازی اولیه پمپ اصلی قرار می گیرد .
در اینجا مخزن هوا به عنوان یك مخزن كمكی انجام میكند ودر نتیجه احتیاجی به كاركرد متوالی خلاء ساز وجود ندارد ، وقتی خلاء موجود در خلاء ساز به حدود معینی كه از قبل محاسبه شده برسد ، یك كلید خلاء ساز را روشن وخاموش می كند ، برای اینكه پس از راه اندازی اولیه پمپ از ورود آب به سیستم خلاء جلوگیری بعمل آید یك تله هوا را بین پمپ اصلی ومخزن خلاء تعبیه می كنند .بهرصورت ،چه پمپ در زیر خلاء ویا در حال كار باشد . هوا از طریق مجرای مكش پمپ بطرف بالا كشیده می شود ، برای اینكه ازعدم وجود هوا در لوله های اصلی اطمینان حاصل شود ، لوله های راه اندازی اولیه وسوپاپهای تله هوا دائماٌ تحت خلاء قراردارند ،یك نوع پیشرفته تر این سیستم در مورد پمپاژ فاضلاب وتكه های كاغذ ولجن كه در تمام آنها ذرات مزاحم معلق درمایع وجوددارد ،بكار می برد .
طرحهای اساسی پمپ های گریز از مركز به اصول مختلف عمل كرد ، آنها بستگی دارد ، بطور عموم پمپ های گریز از مركزرا نسبت به موارد زیر طراحی می كنند :
1ـ وضعیت مجرای ورودی مثل یك راهه یا دوراهه
2ـ وضعیت مراحل 1 از قبیل یك مرحله ای وچند مرحله ای
3ـ وضعیت خروجی از نظر میزان سیال خارج شده مثل پمپ با خروجی زیاد . متوسط ویا كم ،
4ـ وضعیت پروانه مانند نوع پره ها ، تعداد تیغه ها ووضعیت بدنه پمپ ،
پمپ یك مرحله ای :
این پمپ بیشتر برای مواردی كه ارتفاع خروجی كم یا متوسطی مورد نظر است، ساخته میشود ، ارتفاع خروجی یك پمپ تك پروانه ای تابعی از سرعت مماسی آن است ، در عمل با استفاده از یك پمپ یك مرحله ای میتوان به ارتفاع خروجی در حدود 1000 فوت دست پیدا كرد در حالیكه عملا ” وقتی ارتفاع بیش از 250 تا 300 فوت مورد نظر باشد بهره گیری از پمپ های چند مرحله ای عاقلانه تر است ، بطوری كه در شكل 6 هم نمایش داه شده است پمپ های كه راهه یا دوراهه درانواع یك یا چند مرحله ای ساخته میشوند ، مهمترین اشكال پمپهای یك راهه این است كه ارتفاعی كه آب را بوسیله آنها میتوان تا آن حد پمپاژ نمود ، محدود است ، البته با استفاده از پمپ های دوراهه یك مرحله ای براحتی میتوان مقادیر زیادی از آب را تا ارتفاع بیشتری پمپاژ نمود ، یك مزیت دیگر پمپهای دوراهه این است كه پروانه در امتداد محور خود از تعادل هیدرولیكی مناسبی برخوردار است زیرا نیروی محوری ناشی از ورود سیال از یك طرف با نیروی وارد شده از مجرای مقابل خنثی میگردد ،
پمپ چند مرحله ای :
این پمپها قادرند آب را تا ارتفاع نسبتا زیادی پمپاژنموده ، فشار قابل توجهی را نیز در اختیار بگذارند ، بسته به اندازه ارتفاع پمپاژ ،آنها را به صورت دو یا چند مرحله ای طراحی میكنند ، با وجودی كه همه پروانه ها به یك محورواحد متصل بوده ودر داخل یك بدنه واقع شده اند ، هر مرحله را میتوان عمل یك پمپ مجزا فرض كرد ، برای مثال داخل یك بدنه واحد میتوان از8 مرحله متفاوت استفاده نمود ، در اولین مرحله آب منبع مورد نظر ،مستقیما از طریق مجرای ورودی تحویل گرفته شده وفشار آن به اندازه فشار ناشی ازیك پمپ تك مرحله ای افزایش مییابد وبه مرحله بعدی ارجاع میشود . در هر مرحله ،فشار ،كمی زیاد میشود تا جائی كه فشار وحجم آب خروجی به میزانی كه مورد نظر است برسد ومراحل خاتمه یابد .
پمپ های یك مرحله ای را در انواع مختلفی ساخته واز آنها هم بصورت ثابت وهم به صورت قابل حمل ونقل استفاده میكنند ، پمپهای پرتابل 1را با استفاده از موتورهای هوائی ، برقی وگازوئیلی یا بنزینی بحركت در میآورند ، بسیاری از شركتهای ساختمانی ومقاطعه كاری از این نوع پمپ هااستفاده میكنند ، واما مرسوم ترین موارد استفاده پمپهای یك مرحله ای ثابت ،بهره گیری از آنها در چاه های عمیق یا كم عمق منازل جهت تأمین آب آشامیدنی موردنیاز اهالی میباشد ، یك نمونه دیگر از موارد استفاده از پمپهای یك مرحله ای ثابت ، استفاده از آنها در تأمین ماده مبردلازم جهت خنك كاری افزار برنده در ماشین های افزار است ، وقتی حجم وفشار آب مورد نیاز در صنعت یا موارد استفاده خانگی زیاد باشد از پمپهای چندمرحله ای استفاده می كنند .
طرز كار پمپ :
قبل از روشن كردن پمپ، باید ابتدا كوپلینگ ها را از هم جدا كرده وموتور را بتنهائی به گردش در آورده واز صحیح بودن جهت دوران آن اطمینان حاصل نمود ، برای كمك به اپراتور ، درروی بدنه پمپ ، جهت صحیح دوران محور آن بایك فلش مشخص شده است ، قبل از روشن كردن پمپ ، محل روغن خور بلبرینگ های پمپ را با روغنی كه سازنده آن توصیه كرده پر كنید ، پمپ هائی كه یا تاقانهای آنها به روغنكاری دائمی نیاز دارند باید تا محل خطی كه درروی روغن نمای آنها ثبت شده ، پراز روغن شوند ، بدنه یاتاقان كف گرد برخی از پمپ هارا بوسیله آب سرد ، خنك می كنند ، در موقع كار ،مسیر لوله كشی آب سرد را نیز باید مورد توجه قرارداد تا از سوختن یاتاقانهاممانعت بعمل آید ، یاتاقانهائی كه گرمای آنها پوست دست انسان را نمی سوزاند نیازی به خنك كردن با آب ندارند ، فقط آنقدرآب خنك مصرف كنید كه ماده روانساز را در دمای مناسبی نگهدارد ، هرچند وقت یكبار بدنیست كه مسیر خط لوله ورودی كه آب سرد را تأمین می كند با فشار آب شستشو داده شود تا آشغالها وكثافت احتمالی را كه ممكن است مسیر ورود آب را مسدود كنند از میان برداشته شوند ، بهرصورت قبل از راه اندازی كامل پمپ یك بازرسی نهائی انجام داده وحتی در صورت امكان روتور را چند دور با دست بگردانید .
پركردن مقدماتی پمپ :
یك پمپ گریز از مركز را هرگز نباید بدون آب بكار انداخت ، درصورتی كه قبل از پركردن پمپ آن را بكار اندازیم امكان دارد قطعات داخلی كه با آب ،روان كاری میشوند آسیب ببینند ،البته برخی از پمپ های گریز از مركز طراحی شده اند كه بصورت خشك وبی آب نیز میتوانند شروع بكار كنند ، در این مدلها یك مخزن ذخیره آب اضافی وجود دارد كه كاسه نمدها را آب بندی كرده وبوش محور ورینگهای سایشی پروانه را روانكاری می نماید ،
روش افشانك ـ پمپ به یك سوپاپ تخلیه ویك مجرای مخصوص جهت بیرون راندن بخار آب مجهز است ، در شروع كار ، پس از باز كردن سوپاپ ورود بخار آب ، سوپاپ تخلیه را می بندیم ،سپس سوپاپ بین مجرای خروج بخار آب وپمپ را باز می كنیم تا هوای موجود در پمپ ولوله ها خارج شده وآب به لوله ها كشیده شود ، عمل را فقط باید وقتی خاتمه یافته تلقی كرد كه آب ازمجرای خروج هوا بیرون بزند ، برای بستن افشانك ابتدا باید سوپاپ موجود بین پمپ وافشانك را مسدود كرده وسپس مجرای بخار آب را قطع كرد ، در صورتی كه نصب افشانك در نزدیكی پمپ مقدور نباشد ،لوله هوا را می توان طویل تر وقطور تر از زمانی كه افشانك در نزدیكی پمپ نصب می شد ، درنظر گرفت ،
روش استفاده از تلمبه دستی { یا پمپ هوای برقی }
در این روش بجای سوپاپ تخلیه می توان از یك شیر كنترل استفاده نمود ، استفاده از یك تلمبه دستی یا برقی بجای مجرای خرو ج بخار هوا نیز ضرروی است ،یك سوپاپ معمولی نیز باید در مسیر لوله هوا نصب نمود ، قبل از شروع عمل باید سوپاپ یاد شده را مسدود كرد . سابقاً برای این منظور از تلمبه های دستی معمولی استفاده میكردند ، گاهی اوقات برای اینكه خود این پمپ آب بندی شده وقادر به تخلیه هوای موجود در داخل لوله ها شود باید ابتدا آن را با كمی آب پر كرد .
روش استفاده از سوپاپ یك طرفه در پائین
وقتی سوپاپ یكطرفه ای در قسمت تحتانی لوله ورودی نصب شده باشد ، پمپ گریز از مركز وتمام مسیر لوله ورودی را میتوان از مجرای تخلیه پمپ یا قسمتی از بالای آن پر از آب نمود ، عمل پر كردن را ممكن است بكمك یك مخزن آب ذخیره یا یك تلمبه دستی انجام داد ، در صورتی كه طول لوله ورودی زیاد باشد برای پیشگیری از هم خوردن نظم عمل كرد پمپ در لحظه شروع ، از طرف دیگر باید مقدار زیادی آب وارد لوله ها كرد تا قبل از حركت آبدر لوله ورودی ،ذرات آب به اطراف پرتاب نشوند . در مواردی كه سوپاپ كنترل یا تخلیه استفاده میشود ،خلاء سنجی كه نزدیكی دهانه چاه یا منبع برروی قسمتی از لوله های هواگیری نصب شده ، میتواند تكمیل شدن عمل هواگیری وراه اندازی اولیه را خبر دهد ، درصورت لزوم میتوان لوله های مربوط به تخلیه هوا را با آی پر كرد وعمل هواگیری را بوسیله خود آب انجام داد، البته این در صورتی است كه فشار آب داخل لوله ها را بتوان تا حدود30 تا40 Psi رسانید . هر چند كه در این صورت به سیستم مخصوصی نیاز خواهیم داشت كه با نوع هوائی كمی تفاوت دارد .
در صورتی كه بخواهیم شروع كار پمپ بصورت خودكار وبدون نیاز به هوا گیری صورت گیرد باید یك تنظیم كننده فشار را برروی خط لوله تخلیه سوار كنیم در این صورت هر زمان لازم باشد . تنظیم كننده مزبور یك پمپ هواگیری را روشن كرده وبه مجرد تخلیه كامل هوای داخل لوله ها ، پمپ مزبور بصورت خودكار خاموش می شود .
یك جور مكانیزم ، خودكار راه اندازی دیگر پمپ كه به یك شناور مجهز می باشد دراین روش یك سوپاپ مخصوص راه اندازی اولیه بین بالای بدنه پمپ ویك سوپاپ هوا كه بوسیله شناور كنترل می شود . قرار می گیرد . در این جا سوپاپ هوا به كلیدی كه به همین منظور در نظر گرفته شده مربوط میگردد ، كنتاكتهای كلید مزبور بطورسری به مدار كنترل كننده استارت موتور اصلی وصل شده است ، یك سوپاپ كنترل كه در خط تخلیه نصب شده كلیدی را بكار میاندازد كه كلید راه اندازی اولیه را بصورت موازی در مدار قرار می دهد ، در واقع سوپاپ راه اندازی اولیه و سوپاپ هوا فقط تا موقعی كه عمل راه اندازی تكمیل نشده . در وضعیت نشان داده شده باقی می مانند .
وقتی كلید متصل به شناور بسته می شود ،پمپ راه اندازی روشن شده وآنقدر كار می كند ، كه پمپ اصلی را بكار انداخته وارتفاع آب در محفظه شناور بحدی برسد كه كلیدراه اندازی اولیه را ببندد ، بسته شدن كلید راه اندازی اولیه موجب روشن شدن پمپ اصلی می گردد .
وقتی مدار كنترل موتور پمپ اصلی شروع بكار می كند ، یك كنتاكت باز شده و پمپ كمكی باز كتر می افتد ، وقتی موتور اصلی در حال كار است سوپاپ كنترل مجرای تخلیه در حال باز نگهداشته می شود وكنتاكت های كلیدآن در وضعیت بسته باقی می مانند، تا یك مدار نگهدارنده رابرای كنتاكتور موتور پمپ كه دو سر كلید راه اندازی اولیه وصل شده تكمیل نمایند . این كلید بدون اینكه موجب ایجاد وقفه در كار موتور شود ،كلید راه اندازی اولیه را باز میكند ، در درون پیستون سوپاپ راه اندازی اولیه تعدادی سوراخهای كوچك وجود دارد كه در خلال عمل راه اندازی اولیه ، ذرات هوا می توانند بسادگی از آنها عبور نمایند ، این سوراخها طوری تعبیه شده اند كه فشارایجاد شده بوسیله پمپ ، انگشتی سوپاپ را با زور در جای خود می نشاند ، در این صورت به مجرد راه اندازی كامل وشروع عمل كرد پمپ اصلی ،پمپ كمكی خاموش میشود ، وقتی لوله راه اندازی اولیه پمپ كاملا آب بندی می شود ، ذرات آب از محفظه شناورباز نشد می كنندكلیدراه اندازی اولیه باز می گردد، ولی مداری كه از كلید سوپاپ تخلیه فرمان میگیرد ، كنتاكتور موتور پمپ اصلی را می بندد، وقتی كلید مربوط به شناور باز میشود پمپ اصلی خاموش میشود ، باید توجه داشت كه وقتی كلید مربوط به شناور بسته باشد ، موجب روشن شدن موتور پمپ اصلی میگردد و وقتی باز شود پمپ گریز از مركز را از كار می اندازد .
در یك سیستم راه اندازی خودكار اولیه كه در آن یك مخزن خلاء به عنوان تانك ذخیره بكاررفته ، مشاهده می شود كه این سیستم از یك پمپ خلاء ویك مخزن خلاء تشكیل می گردد ، مخزن مزبور بین پمپ خلاء ولوله راه اندازی اولیه پمپ اصلی قرار می گیرد .
در اینجا مخزن هوا به عنوان یك مخزن كمكی انجام میكند ودر نتیجه احتیاجی به كاركرد متوالی خلاء ساز وجود ندارد ، وقتی خلاء موجود در خلاء ساز به حدود معینی كه از قبل محاسبه شده برسد ، یك كلید خلاء ساز را روشن وخاموش می كند ، برای اینكه پس از راه اندازی اولیه پمپ از ورود آب به سیستم خلاء جلوگیری بعمل آید یك تله هوا را بین پمپ اصلی ومخزن خلاء تعبیه می كنند .بهرصورت ،چه پمپ در زیر خلاء ویا در حال كار باشد . هوا از طریق مجرای مكش پمپ بطرف بالا كشیده می شود ، برای اینكه ازعدم وجود هوا در لوله های اصلی اطمینان حاصل شود ، لوله های راه اندازی اولیه وسوپاپهای تله هوا دائماٌ تحت خلاء قراردارند ،یك نوع پیشرفته تر این سیستم در مورد پمپاژ فاضلاب وتكه های كاغذ ولجن كه در تمام آنها ذرات مزاحم معلق درمایع وجوددارد ،بكار می برد .
اصول كار :
بطوری كه قبلا گفته شد پمپ های گریز از مركز ، سرعت جریان سیال را بطور زیادی بالا می برند در حالیكه پمپ های دورانی بطور ثابت ویكنواختی سیال را از داخل محفظه خود به بیرون می رانند ، این پمپ یك پمپ بارانش یا جابجائی مثبت بوده ویك حركت دورانی را انجام می دهد در حالیكه یك پمپ گریزاز مركز یك پمپ با جابجائی منفی می باشد .
نسبت به وضعیت پروانه این پمپ ها ، آنها را می توان به گروه های زیر تقسیم نمود :
1ـ نوع چرخ دنده ای یا بطور ساده دنده ای
2ـ نوع پره ای
3ـ نوع پیستونی
پمپ های نوع دنده ای :
این ها شامل دو چرخ دنده ساده میباشند كه با یكدیگر درگیر بوده ویكی از آنها بوسیله یك عامل محرك مثل موتور بگردش درآمده وچرخ دنده دیگر را می گرداند . این پمپها ، از نوع پمپهای باجابجائی مثبت بوده ومیزان آبدهی آنها را بسادگی وتنها با تغییر سرعت گردش محور ،میتوان تغییر داد ، بازده یك پمپ دنده ای عمدتا به دقت وجذب بودن قطعات متماس بستگی دارد .
این پمپ ها را در مدل های مختلف میتوان یافت ، آبدهی این پمپ ها از كمتر از 1 گالن در دقیقه شروع شد وتا بیشتر از 100 گالن در دقیقه ای ادامه مییاید ، انواع مختلف این پمپ ها قادر به ایجاد فشارهای مختلفی از حدود كمتراز 100 پوند براینچ مربع تا بیشتر از 3000 پوند بر اینچ مربع می باشند، دو چرخ دنده ای كه در شكل 2 نمایش داده شده اند بطور دقیقی بیكدیگر جفت شده ودر داخل بدنه پمپ قرارگرفته اند، روغن هیدرولیك وارد شده به محفظه پمپ در فواصل بین دندانه های هر چرخ دنده وپیرامون بدنه گیر كرده وپس از نیم دور گردش چرخ دنده ها در موقع تماس دندانه ها با هم از محفظه خروجی رانده می شود .
پمپ ها ی دنده ای را نیز میتوان متناسب با نوع چرخ دنده مصرف شده ، به انواع مختلفی تقسیم نمود ،این ها شامل پمپ های دنده ای با : چرخ دنده ساده ، مارپیچی ، جناغی وبالاخره با چرخ دنده های مخصوص می باشند .
چرخ دنده ساده :
درعمل در پمپهای دورانی از دو جور چرخ دنده ساده استفاده می كنند : نوع داخلی ونوع خارجی ، در مورد نوع خارجی باید گفت كه در موقع جدا شدن هر زوج دندانه در گیر ، خلائی پدید میآید وفشار جونیز همین فرصت را غنیمت شمرد وسیال را با فشار از طریق دهانه ورودی پمپ به داخل میراند وآن را پر میكند ، با كمی تقریب می توان فرض كرد كه مجراهای ورودی وخروجی بخاطر وجود چرخ دنده های درگیر ،كاملا از هم مجزا می باشند ، بنابراین آبی كه بین فاصله دو دوندانه متوالی هر چرخ دنده حبس میشود همراه با آن گردش كرده ودر نزدیكی محفظه ثانویه پمپ از آن جدا شده وبناچار به خارج رانده می شود .
در مورد طرز كار پمپ دورانی با دنده ساده از نوع داخلی باید كفت كه قدرت موتور به یكی از جچرخ دنده ها داده شده ودوران چرخ دنده مزبور باعث گردش چرخ دنده هرزگرددیگری كه با آن در تماس است می شود ، در موقه جدا شدن درگیری هر دندانه از دندانه مشابه درروی چرخ دنده دیگر ،افزایش حجم موجب ایجاد یك خلاء جزئی می شود ، در این جا است كه فشار جو موجب رانده شدن سیال به داخل بدنه پمپ می شود ، سیال وارد شده به محض دخول در فاصله بین دو دندانه متوالی وبدنه پمپ گیر كرده و بطرف محفظه ثانویه حركت می كند ، واز آنجا به بیرون رانده می شود .
پمپها ی دورانی بادنده داخلی فقط دو عضر متحرك دارند : روتور كه بادقت تمام تراشیده شده ویك چرخ دنده هرزگرد ، دندانه های چرخ دنده داخلی ودنده هرزگرد در نزدیكی محفظه مكش از هم جدا شده ودر محفظه رانش مجددا بایكدیگر درگیر می شوند .
جهت دوران محور پمپ ، محفظه های مكش ورانش را تعیین می كند ، دلیل اینكه چرا جهت دوران محور ، محفظه ها را مشخص می كند . در نقطه a كه در حقیقت آغاز جداشدن در گیری چرخ دنده ها است ، سیال از طریق محفظه مكش به داخل كشیده می شود ، در نقطه b كه آن را باید شروع درگیری دندانه هادانست ، سیال با فشار به طرف محفظه رانش رانده میشود ، معكوس كردن جهت دوران ، جهت جریان سیال درداخل پمپ راوارونه میكند ، در موقع تعیین جهت دوران محور پمپ ، همیشه از انتهائی كه شامل محور است به پمپ نگاه كنید ، در صورتیكه دستورالعمل یا تذكر خاصی داده نشده باشد ، فرض براین است كه محور پمپ در جهت گردش عقربه های ساعت می گردد . در نتیجه میتوان انتظار داشت كه محفظه مكش در سمت راست قرار بگیرد .
دو قطعه را به صورت خاصی تراشیده و با هم در گیر كرده اند، یكی از این قطعات را باید در حقیقت یك چرخ دنده مخصوص داخلی دانست ودرگیری رایك چرخ دنده خارجی انگاشت ، مجموعه بدست آمده را مكانیسم ژیروتور می نامند ، در این مكانیسم ، سطوح داخلی وخارجی دو قطعه یاد شده دائما بیكدیگر تكیه داشته وروی یكدیگر تماس لغزشی دارند و بنابراین سیال را بطور دائم وبا آب بندی كامل انتقال می دهند ، در موقع جداشدن در گیری ،فضای بین آنها زیاد شده و درست در محل محفظه مكش كه ازدیاد فضای بین دندانه ها ظاهر می شود یك خلاء جزئی ایجاد می شود ، وقتی فضای بین دندانه ها به حداكثر حجم خود دست می یابد ، محفظه رانش را در مقابل خود می بیند ، از این لحظه یه بعد كه درگیری دندانه ها مجددا آغاز شده وحجم محفظه شروع به كاهش می نماید ، سیال مزبور به تدریج به خارج رانده می شود.
پمپ دورانی با چرخ دنده مارپیچی :
این پمپ برای كارهای مختلف از قبیل روغنكاری بافشار ، سوخت رسانی ، كلیه كارهای هیدرولیكی ویا بطور كلی انتقال سیالات بدون ذرات مزاحم بكار می رود ، این پمپ در هردو جهت كار كرده وبه آب بندی وراه اندازی اولیه نیاز ندارد، یك نمونه دیگر از این پمپ ها كه جمع وجور وبی سروصدا تراز بقیه بوده وبیشتر برای بالابرها وپله برقیها ی هیدرولیكی بكار می برد .
پمپ دورانی با چرخ دنده جناغی :
این پمپ نیز بسیار جمع وجور وبی سر وصدا میباشد ،
پمپ های پره ای :
اصول كار پمپ های دورانی پره ای نیز براساس افزایش حجم فضاهای خالی برای ایجاد یك خلاء جزئی پایه گذاری شده است ، بدیهی است كه خلاء مزبور باعث پرشدن محفظه مكش پمپ از سیال میشود ، كمی بعدتر ، كاهش حجم همان فضاهای خالی ، سیال را با فشار از طرف دیگر بیرون می راند .
در این جا تیغه یا پره های لغزنده دقیقا جذب شیارهای روتور میشوند ، در جلوشیارهاو در جهت دوران ،گودی شیارها با آبی كه باید پمپ شود پر میگردند ، به محض اینكه آب حبس شده در داخل گودی های یادشده به نزدیكی محفظه خروجی میرسد ، نیروی گریز از مركز موجود راه فراری یافته وآب به خارج نفوذ میكند، بهرحال در طول كار پمپ ، فشار هیدرولیكیموجود ونیروی گریز از مركز ، هردو موجب میشوند كه پره های پمپ دائما با جداره بدنه در تماس باشند .
پمپ پره ای دو طیقه ای ر ا در حقیقت می توان دو پمپ یك طبقه ای دانست كه برروی یك محور واحد وپشت به پشت یكدیگر نصب شده اند .
گاهی اوقات پمپ های پره ای ره بصورت مركب نیز می سازند ، دراین حالت دو پمپ را برروی یك محور واحد نصب می كنند . یكی از این پمپ ها بافشار كم ودیگری با فشار زیاد كار می كند .
قسمتهای سایشی پمپهای طوری است كه در مواقع لزوم می توان برای تعویض آنها از یك فشنگ یا كار تریج آماده شده جدید استفاده كرده وآن را براحتی عوض كرد، چون كار تریج پمپ های مختلف را میتوان با هم عوض كرد ، در صورت لزوم میتوان با انتخاب مناسب ، آبدهی پمپ را بهبود بخشید .
برای كنترل حداكثر فشار سیستم ، دراین جا از یك جبران كننده فشار بهره گرفته شده است ، دراینجا جابجائی پمپ بطور خودكار تغییر یافته وموجب میشود كه جریان مورد نیاز سیستم بطور اتوماتیك ثابت باقی بماند ، وقتی میزان جابجائی تغییر پیدا كند ، فشار سیستم برروی میزان معینی كه جبران كننده را از قبل برروی آن حدود تنظیم كرده اند تقریبا ثابت باقی میماند، در صورتیكه سیستم هیدرولیكی به جریان نیاز نداشته باشد ، رینگ فشاری پمپ تقریبا در حالت خنثی باقی مانده ودر فشار تنظیم شده ،فقط جریان مورد نیاز جهت تأمین آب نشده شده را ایجاد می كند. در صورتیكه تمام ظرفیت پمپ مورد نظر باشد ، فشار قدری افت كرده وحركت فنر جبران كننده موجب عبور تمام جریان از میان رینگ فشاری میشود، در عمل با متعادل كردن فشار عكس العملی ونیروی فنر متعادل كننده میتوان برای هماهنگ كردن دقیق جریان مورد نیاز مدار هیدرولیكی با سیستم داخلی پمپ ، هر جریانی را بصورت خودكار بدست آورد ، در این حالت وقتی جریان عبوری كم میشود ، قدرت مصرف شده بوسیله موتور پمپ نیز كاهش مییابد، در اینجا ، برگشت روغن پرفشار ،رخ نداده وگرمای اضافی كه در تعیین بازده مدار موثر ومهم میباشد ایجاد نمی شود .
پمپهای پیستونی :
این پمپها در انواع شعاعی ومحوری ساخته وعرضه میشوند، هر كدام از این انواع را میتوان بصورت با جابجائی ثابت یا متغیر طراحی نمود . در اینجا ، پیستون ها بصورت شعاعی در اطاف توپی ردیف شده اند، در این شكل ،قطعه لغزان ، سمت راست خط محور استوانه سیلندر واقع شده است ، ضمن حركت محور پیستونها یك حركت رفت وآمدی انجام میدهند، به این ترتیب پیستون هائی كه از روی مدخل پائینی میله مركزی عبور می كنند، روغن را جذب می كنند در حالیكه پیستونهائی كه از روی دهانه بالائی میگذرندپر از روغن هستند ،باتوجه به اینكه پیستون وحركت قطعه لغزان را بدقت میتوان كنترل نمود ، تنظیم دقیق ظرفیت آبدهی این پمپها از صفر تا بیشترین حد ممكن كار چندان دشواری نیست .
در نوع محوری ، پیستونها بموازات محورگردان پمپ قرار میگیرند، گردش محور پمپ موجب دوران استوانه سیلندر میشود ، وجود كفشك نگهدار ، كه خود بوسیله نیروی فنری به صفحه با دامكی متكی شده ، موجب میشود كه پیستونهای پمپاژ كننده درداخل سیلندر خود یك حركت رفت وآمدی محوری انجام دهند. بطوری كه در شكل 16 نمایش داده شده با تنظیم زاویه صفحه بادامكی میتوان كورس حركت پیستون ودر نتیجه میزان آبدهی پمپ را محدود نمود .
در پمپهائی كه آبدهی متغیر دارند ، برا ی تغییر دادن زاویه صفحه بادامكی از مكانیسم خاصی استفاده می كنند، مكانیسم مزبور ممكن است از یك گردونه دستی ، یك وسیله كنترل جبران كننده فشار ویا یك میله كنترل تشكیل شده باشد . هركدام ازوسائل نامبرده شده ممكن است قلابی را كه به صفحه با دامكی متصل شده است . تحرك نمود وزاویه آن را عوض نمایند .
اصول كار : بطوری كه قبلا گفته شد پمپ های گریز از مركز ، سرعت جریان سیال را بطور زیادی بالا می برند در حالیكه پمپ های دورانی بطور ثابت ویكنواختی سیال را از داخل محفظه خود به بیرون می رانند ، این پمپ یك پمپ بارانش یا جابجائی مثبت بوده ویك حركت دورانی را انجام می دهد در حالیكه یك پمپ گریزاز مركز یك پمپ با جابجائی منفی می باشد .
نسبت به وضعیت پروانه این پمپ ها ، آنها را می توان به گروه های زیر تقسیم نمود :
1ـ نوع چرخ دنده ای یا بطور ساده دنده ای
2ـ نوع پره ای
3ـ نوع پیستونی
پمپ های نوع دنده ای :
این ها شامل دو چرخ دنده ساده میباشند كه با یكدیگر درگیر بوده ویكی از آنها بوسیله یك عامل محرك مثل موتور بگردش درآمده وچرخ دنده دیگر را می گرداند . این پمپها ، از نوع پمپهای باجابجائی مثبت بوده ومیزان آبدهی آنها را بسادگی وتنها با تغییر سرعت گردش محور ،میتوان تغییر داد ، بازده یك پمپ دنده ای عمدتا به دقت وجذب بودن قطعات متماس بستگی دارد .
این پمپ ها را در مدل های مختلف میتوان یافت ، آبدهی این پمپ ها از كمتر از 1 گالن در دقیقه شروع شد وتا بیشتر از 100 گالن در دقیقه ای ادامه مییاید ، انواع مختلف این پمپ ها قادر به ایجاد فشارهای مختلفی از حدود كمتراز 100 پوند براینچ مربع تا بیشتر از 3000 پوند بر اینچ مربع می باشند، دو چرخ دنده ای كه در شكل 2 نمایش داده شده اند بطور دقیقی بیكدیگر جفت شده ودر داخل بدنه پمپ قرارگرفته اند، روغن هیدرولیك وارد شده به محفظه پمپ در فواصل بین دندانه های هر چرخ دنده وپیرامون بدنه گیر كرده وپس از نیم دور گردش چرخ دنده ها در موقع تماس دندانه ها با هم از محفظه خروجی رانده می شود .
پمپ ها ی دنده ای را نیز میتوان متناسب با نوع چرخ دنده مصرف شده ، به انواع مختلفی تقسیم نمود ،این ها شامل پمپ های دنده ای با : چرخ دنده ساده ، مارپیچی ، جناغی وبالاخره با چرخ دنده های مخصوص می باشند .
چرخ دنده ساده :
درعمل در پمپهای دورانی از دو جور چرخ دنده ساده استفاده می كنند : نوع داخلی ونوع خارجی ، در مورد نوع خارجی باید گفت كه در موقع جدا شدن هر زوج دندانه در گیر ، خلائی پدید میآید وفشار جونیز همین فرصت را غنیمت شمرد وسیال را با فشار از طریق دهانه ورودی پمپ به داخل میراند وآن را پر میكند ، با كمی تقریب می توان فرض كرد كه مجراهای ورودی وخروجی بخاطر وجود چرخ دنده های درگیر ،كاملا از هم مجزا می باشند ، بنابراین آبی كه بین فاصله دو دوندانه متوالی هر چرخ دنده حبس میشود همراه با آن گردش كرده ودر نزدیكی محفظه ثانویه پمپ از آن جدا شده وبناچار به خارج رانده می شود .
در مورد طرز كار پمپ دورانی با دنده ساده از نوع داخلی باید كفت كه قدرت موتور به یكی از جچرخ دنده ها داده شده ودوران چرخ دنده مزبور باعث گردش چرخ دنده هرزگرددیگری كه با آن در تماس است می شود ، در موقه جدا شدن درگیری هر دندانه از دندانه مشابه درروی چرخ دنده دیگر ،افزایش حجم موجب ایجاد یك خلاء جزئی می شود ، در این جا است كه فشار جو موجب رانده شدن سیال به داخل بدنه پمپ می شود ، سیال وارد شده به محض دخول در فاصله بین دو دندانه متوالی وبدنه پمپ گیر كرده و بطرف محفظه ثانویه حركت می كند ، واز آنجا به بیرون رانده می شود .
پمپها ی دورانی بادنده داخلی فقط دو عضر متحرك دارند : روتور كه بادقت تمام تراشیده شده ویك چرخ دنده هرزگرد ، دندانه های چرخ دنده داخلی ودنده هرزگرد در نزدیكی محفظه مكش از هم جدا شده ودر محفظه رانش مجددا بایكدیگر درگیر می شوند .
جهت دوران محور پمپ ، محفظه های مكش ورانش را تعیین می كند ، دلیل اینكه چرا جهت دوران محور ، محفظه ها را مشخص می كند . در نقطه a كه در حقیقت آغاز جداشدن در گیری چرخ دنده ها است ، سیال از طریق محفظه مكش به داخل كشیده می شود ، در نقطه b كه آن را باید شروع درگیری دندانه هادانست ، سیال با فشار به طرف محفظه رانش رانده میشود ، معكوس كردن جهت دوران ، جهت جریان سیال درداخل پمپ راوارونه میكند ، در موقع تعیین جهت دوران محور پمپ ، همیشه از انتهائی كه شامل محور است به پمپ نگاه كنید ، در صورتیكه دستورالعمل یا تذكر خاصی داده نشده باشد ، فرض براین است كه محور پمپ در جهت گردش عقربه های ساعت می گردد . در نتیجه میتوان انتظار داشت كه محفظه مكش در سمت راست قرار بگیرد .
دو قطعه را به صورت خاصی تراشیده و با هم در گیر كرده اند، یكی از این قطعات را باید در حقیقت یك چرخ دنده مخصوص داخلی دانست ودرگیری رایك چرخ دنده خارجی انگاشت ، مجموعه بدست آمده را مكانیسم ژیروتور می نامند ، در این مكانیسم ، سطوح داخلی وخارجی دو قطعه یاد شده دائما بیكدیگر تكیه داشته وروی یكدیگر تماس لغزشی دارند و بنابراین سیال را بطور دائم وبا آب بندی كامل انتقال می دهند ، در موقع جداشدن در گیری ،فضای بین آنها زیاد شده و درست در محل محفظه مكش كه ازدیاد فضای بین دندانه ها ظاهر می شود یك خلاء جزئی ایجاد می شود ، وقتی فضای بین دندانه ها به حداكثر حجم خود دست می یابد ، محفظه رانش را در مقابل خود می بیند ، از این لحظه یه بعد كه درگیری دندانه ها مجددا آغاز شده وحجم محفظه شروع به كاهش می نماید ، سیال مزبور به تدریج به خارج رانده می شود.
پمپ دورانی با چرخ دنده مارپیچی :
این پمپ برای كارهای مختلف از قبیل روغنكاری بافشار ، سوخت رسانی ، كلیه كارهای هیدرولیكی ویا بطور كلی انتقال سیالات بدون ذرات مزاحم بكار می رود ، این پمپ در هردو جهت كار كرده وبه آب بندی وراه اندازی اولیه نیاز ندارد، یك نمونه دیگر از این پمپ ها كه جمع وجور وبی سروصدا تراز بقیه بوده وبیشتر برای بالابرها وپله برقیها ی هیدرولیكی بكار می برد .
پمپ دورانی با چرخ دنده جناغی :
این پمپ نیز بسیار جمع وجور وبی سر وصدا میباشد ،
پمپ های پره ای :
اصول كار پمپ های دورانی پره ای نیز براساس افزایش حجم فضاهای خالی برای ایجاد یك خلاء جزئی پایه گذاری شده است ، بدیهی است كه خلاء مزبور باعث پرشدن محفظه مكش پمپ از سیال میشود ، كمی بعدتر ، كاهش حجم همان فضاهای خالی ، سیال را با فشار از طرف دیگر بیرون می راند .
در این جا تیغه یا پره های لغزنده دقیقا جذب شیارهای روتور میشوند ، در جلوشیارهاو در جهت دوران ،گودی شیارها با آبی كه باید پمپ شود پر میگردند ، به محض اینكه آب حبس شده در داخل گودی های یادشده به نزدیكی محفظه خروجی میرسد ، نیروی گریز از مركز موجود راه فراری یافته وآب به خارج نفوذ میكند، بهرحال در طول كار پمپ ، فشار هیدرولیكیموجود ونیروی گریز از مركز ، هردو موجب میشوند كه پره های پمپ دائما با جداره بدنه در تماس باشند .
پمپ پره ای دو طیقه ای ر ا در حقیقت می توان دو پمپ یك طبقه ای دانست كه برروی یك محور واحد وپشت به پشت یكدیگر نصب شده اند .
گاهی اوقات پمپ های پره ای ره بصورت مركب نیز می سازند ، دراین حالت دو پمپ را برروی یك محور واحد نصب می كنند . یكی از این پمپ ها بافشار كم ودیگری با فشار زیاد كار می كند .
قسمتهای سایشی پمپهای طوری است كه در مواقع لزوم می توان برای تعویض آنها از یك فشنگ یا كار تریج آماده شده جدید استفاده كرده وآن را براحتی عوض كرد، چون كار تریج پمپ های مختلف را میتوان با هم عوض كرد ، در صورت لزوم میتوان با انتخاب مناسب ، آبدهی پمپ را بهبود بخشید .
برای كنترل حداكثر فشار سیستم ، دراین جا از یك جبران كننده فشار بهره گرفته شده است ، دراینجا جابجائی پمپ بطور خودكار تغییر یافته وموجب میشود كه جریان مورد نیاز سیستم بطور اتوماتیك ثابت باقی بماند ، وقتی میزان جابجائی تغییر پیدا كند ، فشار سیستم برروی میزان معینی كه جبران كننده را از قبل برروی آن حدود تنظیم كرده اند تقریبا ثابت باقی میماند، در صورتیكه سیستم هیدرولیكی به جریان نیاز نداشته باشد ، رینگ فشاری پمپ تقریبا در حالت خنثی باقی مانده ودر فشار تنظیم شده ،فقط جریان مورد نیاز جهت تأمین آب نشده شده را ایجاد می كند. در صورتیكه تمام ظرفیت پمپ مورد نظر باشد ، فشار قدری افت كرده وحركت فنر جبران كننده موجب عبور تمام جریان از میان رینگ فشاری میشود، در عمل با متعادل كردن فشار عكس العملی ونیروی فنر متعادل كننده میتوان برای هماهنگ كردن دقیق جریان مورد نیاز مدار هیدرولیكی با سیستم داخلی پمپ ، هر جریانی را بصورت خودكار بدست آورد ، در این حالت وقتی جریان عبوری كم میشود ، قدرت مصرف شده بوسیله موتور پمپ نیز كاهش مییابد، در اینجا ، برگشت روغن پرفشار ،رخ نداده وگرمای اضافی كه در تعیین بازده مدار موثر ومهم میباشد ایجاد نمی شود .
پمپهای پیستونی :
این پمپها در انواع شعاعی ومحوری ساخته وعرضه میشوند، هر كدام از این انواع را میتوان بصورت با جابجائی ثابت یا متغیر طراحی نمود . در اینجا ، پیستون ها بصورت شعاعی در اطاف توپی ردیف شده اند، در این شكل ،قطعه لغزان ، سمت راست خط محور استوانه سیلندر واقع شده است ، ضمن حركت محور پیستونها یك حركت رفت وآمدی انجام میدهند، به این ترتیب پیستون هائی كه از روی مدخل پائینی میله مركزی عبور می كنند، روغن را جذب می كنند در حالیكه پیستونهائی كه از روی دهانه بالائی میگذرندپر از روغن هستند ،باتوجه به اینكه پیستون وحركت قطعه لغزان را بدقت میتوان كنترل نمود ، تنظیم دقیق ظرفیت آبدهی این پمپها از صفر تا بیشترین حد ممكن كار چندان دشواری نیست .
در نوع محوری ، پیستونها بموازات محورگردان پمپ قرار میگیرند، گردش محور پمپ موجب دوران استوانه سیلندر میشود ، وجود كفشك نگهدار ، كه خود بوسیله نیروی فنری به صفحه با دامكی متكی شده ، موجب میشود كه پیستونهای پمپاژ كننده درداخل سیلندر خود یك حركت رفت وآمدی محوری انجام دهند. بطوری كه در شكل 16 نمایش داده شده با تنظیم زاویه صفحه بادامكی میتوان كورس حركت پیستون ودر نتیجه میزان آبدهی پمپ را محدود نمود .
در پمپهائی كه آبدهی متغیر دارند ، برا ی تغییر دادن زاویه صفحه بادامكی از مكانیسم خاصی استفاده می كنند، مكانیسم مزبور ممكن است از یك گردونه دستی ، یك وسیله كنترل جبران كننده فشار ویا یك میله كنترل تشكیل شده باشد . هركدام ازوسائل نامبرده شده ممكن است قلابی را كه به صفحه با دامكی متصل شده است . تحرك نمود وزاویه آن را عوض نمایند .
بطوركلی و نسبت به راههائی كه ممكن است آب مورد استعمال قرار گیرد ، پمپهای تناوبی را می توان به گروههای زیر تقسیم نمود :
1ـ پمپ مكشی یا بالابرنده
2ـ پمپ فشاری
هر كدام از پمپهای یادشده ممكن است ،بصورت یك طرفه یادوطرفه باشند .
+ ۱۳۸۹/۱۱/۱۴
انواع چای و خواص آنها

گیاه چای به صورت بوته، درختچه یا درختی است با نام عملی THEA SINENSIS یا CAMELIA که از خانوادهی چای (THEACEAE) می باشد. این گیاه در نقاطی از جهان از جمله هندوستان، چین، سریلانکا، ژاپن، ایران و نواحی دیگر پرورش می یابد. چون در سه فصل از سال (بهار، تابستان و پاییز) برگ های آن برداشت می شود، لذا در اکثر نقاط ، چای به صورت بوته وجود دارد؛ ولی در صورتی که هیچ گونه برداشتی از آن صورت نگیرد، کم کم مرتفع شده و به صورت درختچه یا درخت در می آید.
قسمت اصلی مورد استفادهی بوته ی چای، برگ آن است که به صورتهای مختلف تبدیل به انواع چای می شود.
با توجه به این که در ایران دو نمونه چای سبز و چای سیاه وجود دارد و بسیاری از افراد از ماهیت آنها اطلاع کاملی نداشته و خواص متعددی برای آنها قائل می شوند، در این مطلب انواع چای موجود در ایران و جهان و خواص مربوط به آن را بیان می کنیم.
لازم به ذکر است که گیاه چای سبز و سیاه یکی است، ولی در نوع عمل آوردن آنها تفاوت وجود دارد.

چای سبز(GREEN TEA)
در صورتی که برگ تازهی چای را به سرعت خشک کنند، چای سبز به دست می آید. در این شرایط اجازهی تخمیر به چای داده نمی شود.
مهم ترین خواص چای سبز شامل موارد زیر است:
ضد پوسیدگی دندان به علت فلوراید بالا،
ضد سرطان معده و پوست ،
ضد خارش و التهاب حاصل از گزش حشرات،
تحریک سیستم ایمنی بدن.
چای سبز در کشور چین، ژاپن، ترکمن صحرای ایران و بعضی نقاط دیگر مصرف دارد. چای سبز را می توان مانند چای سیاه، دم کرده و مصرف نمود.

چای سیاه یا معمولی(BLACK TEA)
در صورتـــی کـــه بـــرگ تــازهی چـــــــای، مــورد عمـلیــات تـخمـیــر(FERMENTATION) قرار گیرد، تغییراتی در رنگ، بو، مزه و مواد و اثرات آن نسبت به چای سبز ایجاد می شود. پس از مراحل تخمیر، آن را خشک کرده و بسته بندی می کنند.
با وجود این که امروزه چای معمولی به عنوان یک نوشیدنی گرم با مصرف بسیار گسترده رو به روست، ولی باید در نظر داشت که چای علاوه بر خوراکی بودن به عنوان یک گیاه دارویی با اهمیت، دارای خواص متعددی است. با توجه به قدمت شناخت چای توسط بشر و مصرف بسیار زیاد آن، هزاران تحقیق وسیع بر روی آن صورت گرفته که نشان دهندهی اهمیت این گیاه با ارزش است.
تا کنون 51 اثر مختلف از چای گزارش شده که مهم ترین این خواص عبارتاند از: ضد درد، ضد آمیب، ضد آلزایمر (ضد فراموشی)، ضد آرتریت ، ضد تصلب شرابین، ضد باکتری، ضد سرطان ، ضد افسردگی، ضد قند خون ، ضد التهاب، ضد جهش ژنی، ضد نیتروزآمین، ضد اکسیدان ، ضد اسپاسم، ضد ویروس، قابض، مقوی قلب، محرک سیستم عصبی مرکزی، ادرار آور، محافظ کبد ، کاهندهی پرفشاری خون ، محرک قدرت ایمنی بدن، کاهش دهندهی چربی خون، کاهش دهندهی تری گلیسریدها و محرک مجاری تنفسی.
خواص مذکور بین چای سبز و معمولی مشترک بوده و بسته به درصد مواد موجود در آن ها ممکن است در قدرت اثر آنها تفاوت وجود داشته باشد.

چای اولونگ(OOLONG TEA)
در صورتی که برگ تازه ی چای به صورت ناقص تخمیر شود، چای اولونگ به دست می آید. این گونه چای در ایران و بسیاری از نقاط دنیا تولید نمی شود، ولی در کشور چین تولید می شود.
از خواص مهم چای اولونگ، کاهش کلسترول خون است که می تواند در هر وعدهی غذای چرب، مقدار کلسترول خون را در حد متعادل نگه دارد. هم چنین دانشمندان ژاپنی معتقد هستند که مصرف این نوع چای باعث کاهش فشارخون شده و می تواند در جلوگیری از بعضی مشکلات قلبی- عروقی موثر باشد.
دکتر محمد صالحی سورمقی- دکترای تخصصی فارماکوگنوزی "داروشناسی"
استاد دانشکده ی داروسازی دانشگاه تهران
+ ۱۳۸۹/۱۱/۱۴
| |
| فرمول شماره یک | |
| پودر کازئین 2 قسمت | پودر براکس 1 قسمت |
| پودرها را با آب مخلوط کنید تا به شکل خمیر درآید. توجه نمایید که کازئین باید کاملاً بدون چربی باشد. | |
| فرمول شماره دو | |
| پودر کازئین 200 قسمت | پودر کامفر 1 قسمت |
| آهک زنده 40 قسمت | |
| این پودرها را مخلوط کنید و در ظرف دربسته نگه دارید و به هنگام مصرف مقدار لازم را با آب به صورت خمیر درآورید. | |
| فرمول شماره سه | |
| پودر براکس 1 قسمت | پودر کازئین 2 قسمت |
| پودر لاک 5/0 قسمت | |
| پودرها را مخلو کنید و در بطریهای دربسته نگاه دارید. به هنگام مصرف مقدار لازم را با آب جوش مخلوط نموده کنار بگذارید و پس از مدتی آب زیادی را خالی کنید. | |
|
| با افزودن یک ماده قلیائی مانند سود سوزآور به کازئین می توان آن را محلول در آب نمود و چنانچه مقدار سود سوزآور کافی باشد کازئین تبدیل به کازئینات سدیم شده چسب محکمی به دست می آید. این چسب در حالت عادی ضد آب نیست اما چنانچه آب آهک به آن اضافه شود کازئینات کلسیم حاصل می شود که غیر قابل حل در آب است. چسب حاصل قدری شکننده بوده و قابلیت نفوذ آن نیز کم است. در این صورت برای ترمیم و رفع عیب آن از انواد مواد شیمیائی مانند سیلیکات سدیم و یا نمکهای مس استفاده می شود. |
|
|
| صمغ سقز یک قسمت | لاک یک قسمت |
| در ظرف آهنی ذوب و مخلوط کنید. دو قسمت شکسته شده باید کاملاً روی شعله داغ و پس از مالیدن چسب روی دو لبه با فشار روی هم چسبانده شود. | |
| |
| فرمول شماره یک | |
| ماستیک 3 قسمت | روغن بزرک 9 قسمت |
| لیتارژ 6 قسمت | سرب سفید(سفیداب سرب) 3 قسمت |
| ماستیک را در داخل روغن بزرک به کمک حرارت ذوب کنید و سپس مواد دیگر را اضافه نموده و بهم بزنید و در حالی که گرم است مصرف نمائید. | |
| فرمول شماره دو | |
| سود سوزآور یک | قسمت کولوفان 3 قسمت |
| گچ قالب گیری 3 قسمت | آب 5 قسمت |
| بجوشانید و در حالی که هنوز گرم است مصرف نمائید. | |
| فرمول شماره سه | |
| بیکرمات پتاسیم 3 گرم | آب 10 گرم |
| بیکرمات را در آب به کمک گرما حل و مواد زیر را اضافه کنید. | |
| ژلاتین 25 گرم آب 300 گرم | |
| ابتدا قطعات شیشه را که باید به هم چسبانده شود تمیز و قدری گرم کنید و پس از مالیدن چسب محکم به هم بچسبانید و در مقابل آفتاب بگذارید. | |
|
|
| روغن بزرک خام 8 قسمت | ژلاتین 1 قسمت |
| آهک زنده 2 قسمت | |
| ژلاتین را در روغن برای مدت 12 ساعت خیس نموده و به کمک حرارت ذوب کنید، سپس آهک را اضافه نموده بهم بزنید تا توده یکنواختی حاصل شود. | |
|
|
| ژلاتین 450 گرم | آب 240 گرم |
| ژلاتین را در آب بریزید تا نرم و حل شود، سپس محلول را در ظرف دهان بازی ریخته 25 گرم اسید نیتریک اضافه کنید و بهم بزنید تا از جوشش باز ماند و برای مدت 12 ساعت کنار بگذارید و در ظرفهای مناسب بریزید. | |
| |
| ژلاتین 28 گرم | آب 56 گرم |
| ژلاتین را در آب به کمک حرارت حل کنید و مواد زیر را اضافه نمائید. | |
| اسید کلریدریک (جوهر نمک) 4 گرم | سولفات روی 6 گرم آب 14 گرم |
| مخلوط را با حرارت غیر مستقیم برای مدت 2 ساعت حرارت دهید و سپس این چسب را هم به کف اتاق و هم به لینولئوم بمالید و بچسبانید. | |
|
|
| فرمول شماره یک | |
| قطعات کوچک صمغ گوتاپرکا را در بنزن حل کنید تا محلول غلیظ و چسبناکی حاصل شود. | |
| فرمول شماره دو | |
| قطعات لاستیک خالص 100 قسمت | کولوفان 15 قسمت |
| لاک 10 قسمت | بی سولفور کربن به قدر کافی |
| فرمول شماره سه | |
| خرده های لاستیک خالص 30 قسمت | رزین 12 قسمت تربانتین ونیز 5 قسمت |
| روی آتش ذوب کنید، از روی آتش برداری و سپس 110 قسمت روغن تربانتین اضافه نمائید و آنگاه با محلول زیر مخلوط کنید. | |
| خرده لاستیک 30 قسمت | کلرفرم 600 قسمت |
|
|
| فرمول شماره یک | |
| لاستیک 10 قسمت | قیر 10 قسمت |
| روغن تربانتین 5/1 قسمت | |
| فرمول شماره دو | |
| صمغ سقز یک قسمت | بنزین 10 قسمت |
| صمغ را در بنزین حل کنید و 10 قسمت روغن بزرک به آن اضافه نمائید | |
|
|
| فرمول شماره یک | |
| گچ قالب گیری 4 قسمت | صمغ عربی 1 قسمت |
| این مواد را با محلول اشباع شده براکس مخلوط کنید تا خمیر سفتی حاصل شود. این خمیر برای چسبانیدن قطعات شیشه، شاخ، چینی، عاج و غیره مصرف می شود. | |
| فرمول شماره دو | |
| سفیده تخم مرغ 2 قسمت | آهک زنده 1 قسمت |
| آب 1 قسمت | |
|
|
| صمغ عربی 33 گرم | گلیسیرین 5 گرم |
| سولفات آلومینیم 2 گرم | آب 60 گرم |
|
|
| صمغ گوتاپرکا 90 گرم | صمغ کولوفان 12 گرم |
| بنزین 4/2 لیتر |
|
|
| صمغ عربی 100 قسمت | آب 120 قسمت |
| گلیسیرین 10 قسمت | سولفات آلومینیم 6 قسمت |
| اسید استیک(جوهر سرکه 33 درصد) 20 قسمت | |
| صمغ را ذوب نموده و سایر مواد را مخلوط کنید و قدری اسید بنزوئیک نیز به آن بیفزائید | |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| دکسترین که آمیلین نیز نامیده می شود گروهی از ترکیبات با همان فرمول تجربی نشاسته (C6H10O5)X ولی با مقدار x کمتر است. این ترکیبات دارای خواص چسبندگی قوی و به عنوان خمیرها بویژه برای پاکنها، کاغذ چسب دار، تمبرهای پست و برای اختلاط با صمغ عربی به کار برده می شود. دکستین گردی سفید رنگ، بی شکل، بی بو، با مزه ای شیرین است که در آب حل و مایعی شربتی شکل تشکیل می دهد. دکسترین با مرطوب کردن نشاسته با مخلوطی از اسیدهای رقیق نیتریک و کلریدریک و سپس حرارت دادن مخلوط تا 100 الی 125 درجه ساخته می شود. دکسترین به آسانی در آب سرد حل و چسبهای مایع با لزجت یکسان تولید می کند. از ترکیب دکسترین با بوراکس(Na2B4O7,10H2O)، مواد نگهدارنده، کف برها، سپس خشک کردن و به صورت گرد درآوردن آن می توان تولید نمود. دکسترین بورانه برای ماشینهای بسته بندی خودکار دارای چسب اولیه زیاد و با قدرت چسبندگی زیاد است که تا 400 قوطی مقوایی را در هر دقیقه می چسباند. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| فرمول شماره یک | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| دکسترین 480 گرم | آب نیم لیتر | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| تیمول یک گرم | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| تیمول را در مقدار کمی الکل حل نموده با دکسترین مخلوط کنید و آب اضافه نمائید، این مخلوط را در حرارت غیر مستقیم حل کنید و بگذارید ته نشین شود، سپس کف روی آن بگیرید و در ظرفهای مناسب بریزید. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| فرمول شماره دو | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| دکسترین 40 گرم | اسید استیک 10 گرم | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| الکل صنعتی 10 گرم | آب 50 گرم | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| دکسترین را در آب حل کنید، اسید را اضافه نمائید تا خمیر نرمی حاصل شود، سپس الکل را به آن بیفزائید. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| فرمول شماره سه | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| دکسترین 3 قسمت | براکس 6 قسمت | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| گلوکز 5 قسمت | آب 4 قسمت | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
براکس را در آب جوش حل کنید، دکسترین و گلوکز را اضافه کنید و حرارت را ادامه دهید تا کاملاً حل شود، سپس از یک پارچه فلانل صاف نمائید.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
+ ۱۳۸۹/۱۱/۱۴
|
|
| چاپ عبارت است از رنگرزی در قسمتهایی از پارچه وفرق آن با رنگرزی این است كه در رنگرزی تمام قسمتهای پارچه همرنگ می شود ولی در چاپ می توان با استفاده از یك یا تعدادی رنگ روی روی زمینه سفید یا ... | |
|
هنر
ایران درختی كهن است كه ریشه در ژرفای خاك كویر و شاخه تا بلندی البرز و
سایه بر سر مردمیدارد كه پیوند خود با او نه بریده و نه كاسته اند .
مردمیكه با هنر به دنیا آمده و در كنار آن زندگی میكنند . چاپ پارچه تجسمیزنده از فرهنگ و هنر این سرزمین دارد . در ادوار مختلف تاریخ و نشانه های فرهنگ عمیق و پر قدرتی است كه نه تنها در مقابل هجوم اقوام مختلف مقاومت كرده ، بلكه توانسته فرهنگهای تحمیلی بیگانه را در خود حل نموده و به آن سیمایی ایرانی ببخشد . براستی مردم ایران دربارة هنر چه میدانند جز اینكه به حضور دائم آن در كنار خود عادت كرده اند و چگونه میتوان برای مردم در مورد مسئله ای كه كه به آن آشنا هستند صحبت كرد . برای تحقیقاتی كه به ما داده شده بود به مراكز گوناگونی رفتیم تا بتوانیم قسمتی از هنری كه شاید كه فقط با اسم آن آشنا هستیم شناختی كامل ، كه نه شناختی سطحی داشته باشیم زیرا صنایع دستی این مرز و بوم دارای تنوع و ظرافتهای بسیار است كه ما در پیچ و خم ظرافتهای آن به دنبال یافتن ناشناخته های این هنر زیبا میباشیم تا گوشه ای از تمدن ایران باستان را تداعی كنیم . امید است با این كار یا بنیانگذاران این هنر را زنده نگهداریم و برای ماندگاری این صنایع در فرهنگ ایران تلاش كنیم . چاپ پارچه و چاپ سنتی تولید طرحهای رنگی ونقوش روی پارچه به وسیله باسمه یا قالب ظاهرا در سدة چهارم بیش از مسیح در هند بوجود آمده است. در كارنامه های چینی نوشته شده است كه پارچه های چاپی از سال 140 پیش از مسیح از هند به چین آورده شد. در زبــان فارسی واژه چیت به معنی پارچه های چاپی است واین واژه در اصل هندی است. استرابوStrabo مورخ رومیدر اولین سالهای پس از میلاد مسیح نوشته است كه در زمان وی پارچه های چاپی از هند به اسكندریه میرفت. كشفیاتی كه در آثار باستانی مصر شده نشان میدهد كه چیت تا سدة چهاردهم به بازارهای آنجا وارد میشده است. در دوره ساسانیان چاپ روی پارچه در ایران یافت وروشهای نوینی در تزیین پارچه های ابریشمیوكتانی وابریشمیابداع گردید. نخستین پارچه های چاپی در شمال اروپا از گورسنت كاســاریوس اهل آرلس St. Caesarius Arles(در حـــدود 543 میــلادی) بدست آمده است. این پارچه ها به سبك شرقی درست شده بود. بالاخره وقتی چاپ باسمه ای پارچه در اروپــــا متداول شد، روش آن با شرق فرق داشت. چیتساز اروپای قرون وسطی یعنی از سدة سیزدهم به بعد، ماده رنگی را كه با چسب ویژه ای آمیخته كرده بود از قالبهای خود به پارچه منتقل میكرد وفقط روی آن نقش میبست. از سوی دیگر چیت سازی مشرقی رنگهای واقعی كه تمام الیاف وپود پارچه را رنگ میكند به كار میبرد. چاپ عبارت است از رنگرزی در قسمتهایی از پارچه وفرق آن با رنگرزی این است كه در رنگرزی تمام قسمتهای پارچه همرنگ میشود ولی در چاپ میتوان با استفاده از یك یا تعدادی رنگ روی روی زمینه سفید یا رنگ شده طرح دلخواه را بوجود آورد از حدود اوایل قرن هفتم هجری قمری ومزمان با هجوم مغولها یه ایران راه یافتند ودر گذشته اصفهان، شیراز ، بروجرد، همدان، رشت، كاشان، نخجوان، یزد، سمنان، گناباد، نجف آباد، روستاهای فارسان، گزبرخوار، خورزرق، برخوار، لنجان، سبره و... جزو مراكز مهم قلمكــار به شمار ممیرفتند واز نظر اهمیت پارچه های قلمكار بروجردی در درجه اول قرار داشته است. . قلمكار: قلمكار به نوعی پارچه چاپ شده به وسیله قالبهای چوبی اخلاق میشود ووجه را از شیوه تولید آغازین خود وام گرفته وهم اینكه به گونه ای گسترده در اصفهان وبه شكلی محدودتر در مشهد ودامغان هنوز رونق ورواجی دارد. از حدود اوایل قرن هفتم هجری قمری ومزمان با هجوم مغولها یه ایران راه یافتند ودر گذشته اصفهان، شیراز ، بروجرد، همدان، رشت، كاشان، نخجوان، یزد، سمنان، گناباد، نجف آباد، روستاهای فارسان، گزبرخوار، خورزرق، برخوار، لنجان، سبره و... جزو مراكز مهم قلمكـــار به شمار ممیرفتند واز نظر اهمیت پارچه های قلمكار بروجردی در درجه اول قرار داشته است. قلمكار به نوعی پارچه چاپ شده به وسیله قالبهای چوبی اخلاق میشود ووجه را از شیوه تولید آغازین خود وام گرفته وهم اینكه به گونه ای گسترده در اصفهان وبه شكلی محدودتر در مشهد ودامغان هنوز رونق ورواجی دارد نحوه ابتدایی قلمكار شكل بوده كه از ابتدا با قلم روی پارچه های پنبه ای ( واحتمالا ابریشمی) طرحهای مورد نظر را نقاشی نموده وسپس با مواد شیمیایی ویژه ای نسبت به تسبیت رنگها اقلام میكرده اند. لیكن به دلیل فقدان هماهنگی لازم بین نقوش ونیز از آنجا كه این كار مستلزم صرف وقت فراوانی بود تكامل تدریجی قلمكار سازی باعث شد تا برای دسترسی به تولید بیشتر ونیز ایجاد هماهنگی ویكنواختی نقوش استفاده از مهرهای چوبی جایگزین استفاده از قلم میشود وجهت فراهم آمدن امكان استفاده عمومیاز پارچه های قلمكار هایی بر روی كتان، چلوار، كرباس وسایر انواع پارچه نیز رواج یابد وتحقیقا میتوان فاصله ی اوایل قرن دهم هجری قمری ( حدود 1502 میلادی) تا اواسط قرن دوازدهم هجری قمری ( حدود 1722 میلادی) از اوج قلمكار سازی وروز كار اعتلای هنر وصنعت قلمكار سازان كشور به حساب آورد. چه آنكه در فاصله سالهای یاد شده تقریبا اكثر مردم كشور مصرف كننده پارچه های قلمكار بودند وضمن استفاده از این پارچه جهت تهیه انواع پوشاك به عنوان پرده سفره، پوش، سجاده، رویه لحاف، بقچه، سوزنی حمام، قطیغه، رویه پشتی، دستمال وكتیبه هایی برای تزئین مجالس سوگواری نیز از آن استفاده میكردند وبخشی از تولیدات نیز به خــــارج از كشور صــــــادر میشود امروز سه روش كه میتوان جدا جدا وبا تواما به كار برد وجود دارد: باسمه كار روی پارچه را، با آمیخته ای از خمیر كتیرا ویــا موم، مهر( باسمه) میزند. آنگاه پارچه را رنگ میزند؛ قسمت مهر شدة آن سفید وبدون رنگ میماند. سپس این مهر را میشویند وبا رنگ دیگر همین كار را تكرار میكنند، گاهی رنگها، قسمتی روی هم قرار میگیرند بدین ترتیب نقشهای گوناگونی پدید میآید. این روش در ایران متداول بوده وهنوز هم برای بعضی از طرحها از آن استفاده میكنند. باسمه كار، دندانة رنگ مانند زاج، كات یا صمغ گیاهی روی پارچه میزند. وقتی پارچه را با بعضی از مواد رنگ كنند رنگ روی این قسمت از مهر اثر كرده وثابت میشود و وقتی پارچه را بشویند رنگ قسمتهای دیگر شسته شده واز بین میرود فقط این قسمت باقی میماند. این روش مهمترین روشهاست وتا امروز هم به سبب دو رنگی كه ضمن چاپ چیت باقی میماند در ایران موسوم است. باسمه كار رنگ را مستقیما روی پارچه مهر ( باسمه) میكند. پاره ای از رنگهای قدیم را میتوان به این شكل به كار برد، وهمچنین تعدادی از رنگهای مصنوعی امروز را نیز میتوان مستقیما به كار برد وپیشه ور ایرانی این نوع رنگها را برای دو رنگ دیگر به كار میبرد. بیشتر چیتسازان ایران قالبساز استخدام میكنند ویا با قالبسازها كه قالب را برای هر نقش تعمیر وآماده میكنند همكاری دارند. روشی كه امروزه بیشتر چیتسازان ( قلمكارا سازان) اصفهان، كاشان و یزد به كار میبرند باسمة چهار رنگ نامیده میشود. نقشه را به دقت به قطعاتی تقسیم میكنند مثل قطعه میانه، حاشیه، گوشه وغیره ، تا اینكه قلمكار بتواند اندازه قالبها را كوچك بگیرد. وچون تمام قسمتها به چهار رنگ مشكی، قرمز . آبی و زرد رنگ میشود برای هر قسمتی باید چهار قالب درست شود . برای تهیه قلمكار نقوش مورد نظر به تفكیك رنگ و حداكثر چهار رنگ بر روی چوبهایی مانند چوب گلابی و زالزالك تراشیده میشود و سپس به شرح جدول زیر رنگهای مورد نظر مصرف تهیه كننده میگردد. رنگ نوع و مقدار مواد رنگرزی مصرفی مشكی پوست انار 12كیلو – زاج سیاه 300گرم – روغن كرچك 200گرم – كتیرا 800گرم – زنگ آهن (1) قرمز زاج سفید از سولفات آلومینیوم 200گرم – روغن كنجد 25گرم – كتیرا 50گرم – گل سرخ 25گرم (2) آبی نیل پرطاووس 50گرم (3)- نیل نخودی 50گرم – روغن گلیسیرین 15گرم – جوهر گوگرد 3گرم – كتیرا50گرم – شیره انگور 200گرم سبز اسپرك 200گرم – زاج سفید 50گرم- نیل پرطاووس 50گرم – روغن گلیسیرین 15گرم- كتیرا 50گرم زرد- چوبه 5گرم زرد پوست انار 300گرم (4)- زاج سفید 25گرم - كتیرا 50گرم زرد- چوبه 5گرم لازم به تذكر است روغن هایی كه برای ساخت انواع رنگها مورد استفاده قرار میگیرد فقط در اینجا محیط رنگرزی مناسب دخالت داشته ومانع از خشك شدن رنگ در داخل شیارهای قالب میشوند وامكان عمر طولانی تری برای قالب را فراهم میسازند واز كتیرا نیز معمولا جهت ایجاد غلظت مطلوب رنگ استفاده میشود وشیوه عمل آوردن آن چنان است كه كتیرا را در مدت 10 روز در آب خیسانده ومایع حاصله را صاف نموده وسپس همراه با سایر مواد تشكیل دهنده هر رنگ مورد استفاده قرار میدهند. . پارچه: برای آماده سازی پارچه جهت رنگرزی این چاپ ابتدا آن را مدتی در آب روان وفراوان شستشو داد تا آهار ومواد زائد موجود در پارچه از آن خارج گردد. چنین پارچه ای نیازمند سفید گری نیز هست وبه همین جهت لازم است پس از شستشو بر روی زمین شنی پهن ومرتبا یوسیله ای بر روی آن آب پاشیده شود تا پس از مدتی بر اثر تابش نور خورشید به رنگ كاملا سفید در آید. گاهی نیز قلمكار سازان ترجیح میدهند زمینه پارچه بر رنگ زرد درآورند وبرای این كار معمولا پارچه شسته شده را در تغارهای مخصوص كه محتوی محلول گرد پوست انار وهلیله با آب است فرو میروند وبه این ترتیب به آن رنگ زمینه زرد میدهند. در مرحله تولید استاد قالب را ابتدا به رنگ سیاه اغشته نموده ودر آن را در نقطه مورد نظر بر روی پارچه مینشاند وبا ضربه مشت باعث انتقال نقش از روی قالب بر روی پارچه میشود. سپس رنگ قرمز به شیوة فوق الذكر چاپ وبعد از خشك شدن رنگ پارچه شستشو داده میشود تا رنگهای اضافی از آن خارج شود . برای تثبیت رنگهای قلمكار به ازای هر 1000 متر پارچه مقدار 12 كیلوگرم پوست انار سائیده وحدود 90 كیلو مغز روناس را در داخل پاتیلی كه در حال جوش است ریخته وآن را هم میزنند تا كاملا مخلوط شود .آنگاه پارچه هایی كه رنگ آمیزی وشستشو شده داخل پاتیل ریخته وكم كان عمل حرارت دادن ادامه مییابد. نحوة جوشاندن پارچه های قلمكار به این صورت است كه پارچه ها قطعه قطعه داخل شده وبه وسیله چوب های بلند زیرورو میشود تا محلول حاصل در كلیه نقاط پارچه نفوذ كند وبعد از اتمام كار پارچه ها را مجددا قطعه قطعه خارج نموده ودر شرایطی كه عمل تثبیت رنگ خاتمه یافته مجددا پارچه شستشو داده میشود وبر روی شن پهن ومرتبا روی آن آب پاشیده میشود تا زمینه كرم پارچه سفید شود . چاپ چیت یا قلمكار شامل مراحل زیر است : الف – پارچه ای كه به كار برده میشود كرباس دست بافت است. اگر قسمتی از طرح رنگی باشد همانطور كه قبلا گفتیم كه زمینه نقش باید زرد باشد نه سقید، در ان صورت كرباس را در محلول پوست انــــار میجوشانند سپس آن را آب كشیده خشك میكنند . ب- قلمكار ساز چیت خشك را به صورت توپ روی میز كارش كه تخته كوتاهی است میگذارد. یك تكه از چیت را میكشد وروی تخته پهن میكند، نخستین قالب چاپ را بر میدارد، و از یك قدح كه كنار او است آن را با كات آهن مرطوب میكند . قدری كتیرا به این دندانه اضافه كرده اند كه ضمن چــــاپ شره نكند ( ندود) . یك تكه پارچه ( شال) روی قدح رنگ كشیده اند ودوره آن را با نخ طوری بسته اند كه پارچه با دندانه تماس پیدا میكند، و بدین ترتیب قلمكار ساز همیشه مقدار معینی رنگ خواهد داشت. قالب مرطوب را روی چیت گذاشته وبا دست چپ خود آن را فشار میدهد ودست راست را به عنوان چكش به كار میبرد ویك ضربه روی قالب میزند. البته برای اینكه دستش آسیب نبیند پارچه پشمییا نمد را چند لا كرده دست خود را با آن میپوشاند. این پارچه یا نمد را ترم میگویند. بار دیگر قالب را مرطوب كرده و دوباره آن را روی پارچه میگذارد ودقت میكند كه لبه قالب روی خال دفعه قبل بیفتد وهمین گونه كار را ادامه میدهد. ج- پس از اینكه چاپ تمام قالبهای سیاه ( مشكی) را كامل كرد قالب مرطوب به دندانه قرمز را به همان طریق پیش گفته در محلهای معین میزند وباز دقت میكند كه چاپ روی خالهای قبلی باشد د- وقتی كه تمام توپ پارچه دندانه رنگ قرمز وسیاه خورد ، همهان را به رنگرز خانه میبرد ودر محلول جوشان روناس فرو میبرد. در همان حمام اول خطوط مرطوب به قالب كات آهن ، سیاه وخطوط مرطوب به قالب زاج سفید، قرمز میگردند. در شستشوهای بعدی محلول اضافی روناس پاك شده پارچه را در آفتاب خشك كرده و دوباره به قلم كار ساز میفرستند . ه- رنگ نیلی را قالب ابی از ظرف رنگ به همان طریق پیش گفته برداشته ورنگ سوم را به كار میبرد. و- آخرین مرحله چاپ چیت ، مهر زدن رنگ زرد است كه به شكل رنگ آبی انجام میگیرد وبدین نحو عمل قلمكاری تمام میشود. ز- پارچه را بار دیگر به رنگرز خانه میبرند ودر آنجــــــا در آب میجوشانند تا رنگ آن ظاهر شود و وقتی در آفتاب پهن میكنند رنگ آن كامل میشود. روش دیگری كه برای بدست آوردن رنگ زرد زمینه كه در بند الف گفتیم موسوم است از این قرار است : 20 تا 30 پارچه چیت رنگ شده را پس از خیساندن روی زمین پهن میكنند، وهر كدام را روی دیگری قرار میدهند و روی هر كدام را قدری گرد پوست انار نرم میریزند بعد دیگری را روی آن میگذارند آنگاه كمیآب روی آن میپاشند وچندین ساعت به ان دست نمیزنند . پس از اینكه آنها را آب كشیدند در افتاب خشك میكنند. این اقدام برای ثبوت رنگ بسیار سودمند است. در مراكز قلمكاری اصفهان وكاشان ویزد كه از هر طرح ونقشه، در یك زمان به مقدار انبوه تولید میكنند ، چیتسازان دسته دسته كار میكنند، هر دسته یك رنگ را چاپ میكند وبرای رنگ بعدی آن را به دسته دیگری میدهند. چگونگی چاپ باتیك: چاپ كلاقه ای ( باتیك): باتیك عبارتند از هنری دستی است كه در جنوب شرقی هندوستان ، اروپا وقسمتی از آفریقا تهیه میشود ونوعی از آن كه به كلاقه ای معروف است بیشتر در روستا های اطراف وبه ویژه در مناطق روستایی اسكو كهنمو اسكندان ، دیزج، وبا ویل روادارد. باتیك و است جاوه ( یكی از جزایر كشور اندونزی ) كه در فرهنگ نفیسی حصار وضریح معنا شده و عوام آن را كلاغی .كلاقی وكلاقه ای میخوانند ومینویسند ودر پاره ای از نقاط نیز ( قنوز) كه معادل اذری ابریشم اشت تلفظ میشود و وجـــــــه آن است كه چون در گذشته های دور معمولا قسمتهایی از پارچه را كه قرار بود رنگ آمیزی شود به اشكال خاصی گره زده یا میدوختند وسپس مبادرت به رنگرزی میكردند . طبیعتا چون رنگ نمیتوانست در قسمتهای گره خورده یا دوخته شده نفوذ كند ، پس از پایان عملیات رنگرزی وباز شدن گره ها ونقاط دوخته شده قسمتهایی كه رنگ را جذب نكرده بود حالتی نگاتیو در متن رنگی به خود میگرفت وبازار آنجا كه معمولا فقط از یك رنگ وبیشتر رنگ سیاه استفاده میشود این نقوش تصادفی حالت پر كلاغ را به ذهن تداعی میكرد وبه همین جهت نیز برای متمایز ومشخص شدن از سایر منسوجات رنگرزی شده كلانی خوانده میشود. باتیك كه بیشتر به پارچه های با چاپ مقاوم در برابر نور. حرارت ، رطوبت ، وسایر عوامل جوی اطلاق میشود اصالتا هنری چینی است وبیش از 2000 سال از عمر آن میگذرد ودر حال حاضر علاوه بر ایران به صورت هنری ملی در بخشی از كشورهای جنوب و شرق اسیا رواج دارد ومعمولا صنعتگران از ابزار وادواتی بسیار ساده وابتدایی استفاده میكنند. یافته های باستان شناسی موجود در موزه های ایران و سایر كشورهای جهان گواه تولید پارچه هایی با چاپ باتیك را مشخص كرد. این نگفته قطعی به نظر میرسد كه تزئین پارچه به وسیله هنر صنعت باتیك از سالهای بسیار دور وحتی قبل از كشف سایر شیوه های رنگرزی رواج داشته وكسانی بوده اند كه با كمك وسایل ساده ای مهنند مهرها وقالبهای چوبی ، البسه وسایر پارچه های مورد مصرف عامه را با رنگ های متنوع گیاهی میكرده اند. این شیوه های چاپ تدریجا به وسیله اقوام ابتدایی كشور اندونزی تكامل یافته وبا كشف گیاهانی كه عصاره آنها مانع نفوذ رنگ در پارچه میشود تحول جدیدی در این هنر صنعت پدید آمده به این طریق صنعتگران برگ موز را در محلول سود سوز حل كرده ومایع چسباندگی را كه بدست میآمده با ماسه نرم یا خاك رس مخلوط نموده وآنگاه به وسیله قلمهای مخصوص یا ابزار دیگری از این ماده مقاوم به عنوان جوهر استفاده ونقوش دلخواه را بر روی ابریشم خام نقاشی میكرده اند واز آنجا كه پس از رنگ آمیزی وشستشوی پارچه نقاطی كه قبلا به وسیلة ماده مقاوم پوشانده شده بود سفید باقی میماند . چنانچه صنعتگران قصد رنگ آمیزی قسمت های سفید یا چند رنگ كردن پارچه را داشت مجددا قسمتهای رنگ آمیزی شده را با ماده مقاوم پوشانده ومبادرت به رنگ آمیزی دوباره یا چند باره آن میكرد و با تكرار این عمل پارچه نقش های رنگین متنوعی به خود میگرفت . گردآوری : گروه فرهنگ و هنر سیمرغ |
+ ۱۳۸۹/۱۱/۱۴
| ||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||
+ ۱۳۸۹/۱۱/۱۴
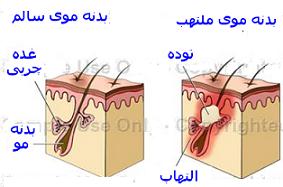
جوش یا آکنه (Acne) یک نوع بیماری پوستی است که بیشتر به صورت بثورات پاپولی و پوستولی که با نوک سیاهرنگ در پوست در محل فولیکولهای موئی - چربی بوجود میآید. آکنه انواع مختلف دارد و بیشتر در دوران بلوغ شایع است.
اطلاعات اولیه
آکنه
در 98 درصد موارد در صورت دیده میشود. به ندرت آکنه شدید در تنه دیده
میشود. آکنه معمولا در دوران جوانی شروع شده و در اکثر موارد از حدود 25
سالگی خودبخود بهبود مییابد. علت بهبودی در سنین بالا مشخص نیست. این
بیماری در آقایان شیوع کمتر و از نظر بالینی شدت بیشتری دارد. از آنجا که
اغلب بیماران پوست چرب دارند، به نظر میرسد رابطهای میان شدت آکنه و
میزان تولید چربی
وجود داشته باشد. عواملی در تولید آکنه در بدن موثر هستند و انواعی از
آکنهها و روشهای درمان آنها شناخته شده است که به اختصار توضیح داده
میشود.
|
اتیولوژی و پاتوژنز
علت بوجود آمدن آکنه نامعلوم است و عوامل زیر نقش مهمی در ایجاد آکنه ایفا میکنند.
افزایش فعالیت غدد چربی
چربی عامل پاتوژنیک موثری در بروز آکنه میباشد. در افراد مبتلا به آکنه ، سلولهای غدد چربی مخلوط پیچیدهای از مواد چرب تولید میکنند. هورمونها بر ترشح غدد چربی موثر هستند. تستوسترون باعث افزایش اندازه و میزان متابولیزم غدد چربی شده و استروژن
از ترشح غدد چربی میکاهند. اهمیت نقش چربی در ایجاد آکنه باعث شده است که بسیاری از درمانها بر پایه کاهش میزان چربی پایه ریزی شود.
از ترشح غدد چربی میکاهند. اهمیت نقش چربی در ایجاد آکنه باعث شده است که بسیاری از درمانها بر پایه کاهش میزان چربی پایه ریزی شود.
فلور میکروبی غیر طبیعی
بطور طبیعی سه ارگانیزم در سطح پوست و مجرای غدد چربی افراد مبتلا به آکنه یافت شده است: پروپیونی باکتریوم اکنس ، استاف اپیدرمیس و مالاسزیا فورفور
. این باکتریها نقش قابل ملاحظهای در ایجاد و تشدید آکنه ایفا مینمایند.
بر این اساس مصرف داروهای آنتی باکتریال در درمان آکنه موثر است. باکتریها
علت اصلی التهاب آکنه میباشند.
رژیم غذایی
نقش رژیم غذایی در ایجاد یا تشدید آکنه هنوز به اثبات نرسیده است. البته رژیمهای غذایی کم کالری که در ترشح چربی نقش ندارند، موقتا از بروز آکنه جلوگیری میکنند. مصرف زیاده از حد کربوهیدراتها و تماس با مواد روغنی ، ممکن است باعث تشدید آکنه شوند.
شغل
در بعضی از شغلها ، آکنه ایجاد یا تشدید میشود. مشاغلی که باعث هیدراسیون لایه شاخی میشوند. از قبیل کار کردن با مواد روغنی ، نفت و هیدروکربنهای هالوژنه و تماس ماده شیمیایی با پوست ، در صورت و اندامها آکنه ایجاد میکنند. افرادی که در محیطهای گرم کار میکنند به دلیل تعریق زیاد ، دچار تشدید آکنه میشوند.
داروها
بعضی از داروها و هورمونها میتوانند باعث ایجاد یا تشدید آکنه شوند.
اثر هورمونها غالبا به دلیل تاثیر در فعالیت غدد چربی است. آندروژنها باعث
افزایش و تشدید آکنه میشوند، استروژنها بر ترشح چربیها اثر مهاری دارند. پروژسترون در ترشح چربی نقش چندانی ندارد. بعضی داروها مانند آزاتیوپرین ، هیدانتوئین ، ویتامین B12 ، ریفامیپین ، ایزونیازید و بسیاری از داروهای دیگر میتوانند در ایجاد و تشدید آکنه موثر باشند.
انواع آکنه
آکنه کونگلوباتا
فرم مزمن و شدیدا التهابی آکنه کیستیک میباشد. گروههایی از پاپول ،
کیست و ندول در صورت و تنه بیمار بوجود میآید، که ممکن است به یکدیگر نقب
زده و سینوسهای متعددی را ایجاد کنند. 85 درصد از بیماران به این نوع آکنه ،
سیاه پوست هستند. در این نوع آکنه ، تب یا کاهش وزن وجود ندارد. در این
نوع آکنه ، مفاصل محیطی نیز درگیر میشوند.
آکنه وولگاریس
آکنه معمولی یا جوش جوانی بیماری شایع دوران بلوغ ، شایعترین بیماری مربوط به مو
و غدد چربی است. این بیماری مناطقی مانند پوست ، صورت و سینه را که دارای
غدد چربی فراوان هستند درگیر میکند. این بیماری به دلیل پایینتر بودن سن
بلوغ در دخترها زودتر از پسرها بروز میکند. این بیماری در تمام نژادها
دیده میشود. در ژنوتیپ xxy (سندرم کلاین فلتر) شایعتر و از شدت بالینی بیشتری برخوردار است.
آکنه استروئیدی
در افراد مستعد ، شروع ناگهانی پاپولها طی 5 - 2 هفته پس از شروع مصرف کورتیکواستروئیدهای
خوراکی شروع میشود. تفاوت ضایعات این آکنه با وولگاریس در اندازه یکسان و
توزیع متقارن آن بر روی گردن ، سینه و پشت است. این ضایعات به رنگ صورتی
مایل به قرمز بوده و درمان موضعی با بنزوئیل پراکسید و یا لوسیون سولفاستامید ، موثر است.
آکنه نوزادی (acneinfanta)
در نوزادان ضایعات آکنهای شکل ، محدود به بینی و گونهها بوده و ممکن
است از بدو تولد وجود داشته باشند یا در اوایل شیر خوردگی پدیدار شوند.
بتدریج با کوچکترین شدن و کاهش فعالیت غدد چربی تحریک و بزرگ شده که ناشی
از آندروژنهای مادری است، تعداد این ضایعات کاهش یافته و بدون درمان ناپدید
میشوند.

|
سایر آکنهها
از انواع آکنههای دیگر میتوان به آکنه فولمینانس ، فولیکولیت گرم
منفی ، آکنه پیودرمافاسیال ، آکنه شغلی ، آکنه مکانیکا ، آکنه کازمتیکا ،
آکنه اکسکوریت ، آکنه میلیا و درماتیت اطراف دهان ، اشاره کرد.
درمان آکنه
آکنه بیماری قابل درمانی است که جلوگیری از عود و یا بهبودی کامل آن
تاکنون امکان پذیر نبوده است. در حال حاضر مهمترین درمان برای آکنه ،
درمانی است که تظاهرات بالینی را به حداقل برساند و عوارض جانبی داروهای
مصرفی در آن کمتر باشد.
آنتی بیوتیکهای موضعی
این آنتی بیوتیکها
در درمانهای آکنه التهابی خفیف یا متوسط مفید هستند و باعث کاهش باکتریها
در فولیکولهای چربی میشوند. این داروها به صورت محلولهای 5 - 2 درصد اریترومایسین ، کلیندامایسین ، سولفات ستامید سدیم و اسید سالسیلیک وجود دارند. مصرف این داروها ممکن است موجب بروز عوارض جانبی مانند اسهال ، درد شکم و اسهال خونی گردد.
آنتی بیوتیکهای سیستمیک
مانند اریترومایسین ، تتراسایکلین ، آمپی سیلین و کوتریموکساوزل در
درمان آکنه مورد استفاده قرار میگیرند، عوارض جانبی مصرف این داروها ، ناراحتی دستگاه گوارش ، افزایش فشار داخل جمجمه و اختلال در عملکرد کبد میباشد.
درمان هورمونی
افزایش ترشح آندروژنها را از تخمدان میتوان با کمک داروی ضد بارداری ،
سرکوب نمود. اکثر داروهای ضدبارداری خوراکی حاوی استروژن و پروستروژن
هستند. از عوارض مصرف این داروها میتوان تب و افزایش وزن را نام برد. از
داروهای آنتی آندروژنها میتوان اسپیرنولاکتون را نام برد که باعث کاهش ترشح چربی و کاهش ضایعات در بیماران میشود.
+ ۱۳۸۹/۱۱/۱۴
جمله، انواع جمله و ساختمان آن
+ ۱۳۸۹/۱۱/۱۴
انواع جوشكاري
تهیه کننده : اثیر کربلایی
منبع : راسخون
منبع : راسخون
اصول فرآيند جوشكاري با پرتو الكتروني
فرآيند جوشكاري با پرتو الكتروني يك فرآيند اتصال ذوبي است كه در طي آن قطعه كار توسط جرياني متراكم از الكترون هاي داراي سرعت بالا بمباران شده و كل انرژي جنبشي الكترون ها،در اثر برخورد با قطعه كار به حرارت تبديل ميشود. اين حرارت موجب ذوب لبه هاي قطعات واتصال دو قطعه پس از انجماد مي شود.اين جوشكاري معمولا در يك محفظه خلا با استفاده از يك سيستم توليد و تمركز پرتو الكتروني انجام ميشود.
متغيرهاي فرآيند
انرژي ورودي به قطعه كارولتاژ شتاب دهنده
چگالي توان
جريان پرتو
فاصله بين كاتد و آند
سرعت جوشكاري
فلز پر كننده
انرژي ورودي به قطعه كار
Energy input(H.I.P)[j/in] E.I/s P/s
ولتاژ شتاب دادن پرتو
جريان پرتو
قدرت پرتو
سرعت جوشكاري
ولتاژ شتاب دهنده
با افزايش ولتاژ شتاب دهنده نفوذ جوش افزايش مي يابد.
چگالي توان
با افزايش ولتاژ وكاهش قطر پرتو ،چگالي توان افزايش مي يابد.مقدار حرارت توليد شده در نقطه جوشكاري تابع چگالي توان است.
افزايش بيش از حد چگالي توان سبب بخار شدن فلزات مي شود.
جريان پرتو
با افزايش جريان پرتو نفوذ جوش افزايش مي يابد.شدت جريان با توجه به ولتاژ ورودي كه با شدت پرتو ارتباط دارد تغيير مي كند.
فاصله بين آند وكاتد
توان وشدت جريان پرتو در سطح قطعه كار مي تواند با تغيير فاصله كاتد وآند تغيير يابدسرعت جوشكاري
چنانچه سرعت جوشكاري افزايش يابد،پهناي گرده و همچنين نفوذ جوش كاهش مي يابد.فلز پر كننده
محيط جوشكاري
جوشكاري در خلا بالا
جوشكاري در خلا متوسط
جوشكاري بدون استفاده از خلا
تجهيزات فرآيند
ولتاژ بالا
ولتاژ پايين
تجهيزات افزودن سيم جوش

اجزا ماشين جوشكاري پرتو الكتروني
يك تفنگ الكتروني كه پرتو كنترل شده الكتروني توليد ميكنديك محفظه خلا با تجهيزات و پمپ هاي مربوطه
يك دستگاه كه پرتو را در امتداد خط اتصالحركت مي دهد يا قطعه كار رازير تفنگ الكتروني جابه جا مينمايد
تجهيزات ولتاژ بالا
ستون ديد الكترون
ستون ديد الكترون شامل تفنگ الكتروني ،چشمي الكترون و سيستم ديد ميباشد. تفنگ الكتروني خود شتاب دهنده است.
الكترونها از فيلمان تنگستن حرارتي يا كاتد تابش مي يابند وبه صورت الكتروستاتيك توسط يك شبكه انحراف دهنده،به پرتو تبديل ميشود و توسط آند شتاب مي يابند.
آند و ديگر اجزاي زير آن شامل قطعه كاردر پتانسيل زمين هستند.ولتاژ كاتد تا 150000ولت قابل تغيير است.بنابراين يك ولتاژ شتاب دهنده مثبت براي الكترون ها توليد مي كند.جريان پرتو وابسته به ولتاژشتاب دهنده با كنترل خروجي ولتاژمورد نياز براي شبكه شتاب دهنده كنترل مي شود.
منبع قدرت
منبع قدرت با ولتاژ بالا در يك كابين جدا قرار دارد،اما كنترل ها در ايستگاه اپراتور قرار دارند.ولتاژ خطي در حالت عادي 440 ولت،سه فاز و 60 سيكل است،اما ولتاژ متناوب 220 ولت نيز مي تواند استفاده گردد.
محفظه كار
جداره محفظه كار معمولا به منظور تميز بودن و حداقل بودن عبور گاز از جداره آن از فولادهاي زنگ نزن ساخته مي شود ودر قسمت هاي از آن از سرب استفاده مي شود تا از عبور پرتو ايكس جلوگيري شود.يك پنجره با شيشه سربي در جلوي محفظه در منطقه ديد اپراتورويك لامپ فلورسنت دروني براي روشن كردن قرار داده ميشود.
ستون تفنگ الكتروني معمولا در مركز محفظه قرار مي گيرد ولي مي تواند در يك انتها قرار گيرد.در ماشين مي توان يك ميز كار قرار داد كه به صورت دستي يا اتوماتيك در جهت هاي x&y حركت نمايد.
تجهيزات ولتاژ پايين
واژه ولتاژ پايين يك واژه نسبي است و معمولا براي تجهيزاتي كه در ولتاژ كمتر از60000ولت كار مي كنند،به كار ميرود.تفنگ الكتروني در داخل محفظه قرار داده ميشود و مي تواند در طول محورها حركت كند وديواره فولادي محفظه براي ممانعت از تابش پرتوكافي است.
تجهيزات افزودن سيم جوش
تجهيزات اضافه كردن سيم جوش يا شبيه فرايند سيستم تغذيه سيم جوش در فرايند جوشكاري قوس تنگستن ساخته ميشود يا اينكه به طور خاص جهت محفظه خلا طراحي ميگردد. قطر سيم جوش عموما كوچك و 0.02 اينچ يا كمتر است. سيستم تغذيه سيم بايد قابليت تغذيه يكنواخت سيمهاي با قطر كوچك را داشته باشد تا سيم را به طرف لبهها وحوضچه مذاب كوچك هدايت نمايد.نكات تكنيكي فرآيند جوشكاري با پرتو الكتروني
الكترون داراي بار منفي است و بر اثر برخورد به قطعه ، بار منفي به نمونه انتقال مييابد. اين بار منفي در قسمتهاي مختلف دستگاه و نمونه ميتواند باعث اثر دافعه بر پرتو شود.براي جلوگيري از اين مشكل، نمونه و دستگاهها به اتصال زمين وصل ميشوند.مسئله ديگر اثرات مغناطيسي است كه بايد كنترل شوند و قطعه از مغناطيس خالي شود تا موجب انحراف پرتو نگردد.روش هاي آماده سازي در فرآيند جوشكاري با پرتو الكتروني
آمادهسازي و سرهم كردن قطعه كار و قيد و بندهاي جوشكاري كه شامل تميزكازي و احتمالا مغناطيسزدايي ،پيشگرم كردن و خال جوش زدن ميباشد.قرار دادن قطعه به همراه قيد و بند درون محفظه خلا
شروع تخليه محفظه و سپس متمركز شدن روي قطعه و تنظيم متغيرهاي فرايند
همخط كردن راستاي اتصال با راستاي حركت پرتو و انجام فرايند
دادن فرصت كافي جهت سرد شدن قطعه و سپس وارد كردن هوا به محفظه و خارج كردن مجموع
مزاياي جوشكاري با پرتو الكتروني
1-ايجاد جوشهاي عميقتر و باريكتر نسبت به روشهاي قوسي2-حرارت ورودي كمتر به جوش در مقايسه با روشهاي ذوبي ديگر(براي ايجاد حجم جوش ثابت)
3-نسبت عمق به عرذض بالاي جوش و عدم نياز به جوشهاي چند پاسه
4- ناحيه متاثر از حرارت جوش باريك به علت تمركز حرارتي بالاي فرايند
5-تميزي فلز جوش به دست آمده به علت استفاده از خلا در فرايند
6-امكان دست يابي به سرعت جوشكاري بالا ودر نتيجه سرعت توليد بالاتر
7-بازدهي انرژي بالا(تا حدود 95درصد)
8-پيچيدگي كم قطعه جوشكاري شده به علت تمركز حرارتي بالاي فرآيند
9-عدم نياز به عمليات حرارتي جدي قبل و بعد از فرآيند
10-.امكان اتصال قطعات وآلياژهاي حساس به حرارت
11-امكان جوشكاري فلزات دير گداز
.امكان آب بندي با كيفيت بسيار بالا در اتصالات
سهولت كنترل فرآيند به صورت رايانه اي
.امكان انجام فرآيند در طرح اتصال هاي گوناگون
عدم نياز به سيم جوش(در اغلب موارد)و عدم نياز به برطرف كردن سرباره واضافه هاي جوش
امكان جوشكاري قطعات بسيار ظريف مورد استفاده در صنايع الكترونيك و تجهيزات پزشكي وآزمايشگاهي
محدوديت هاي جوشكاري با پرتو الكتروني
قرار دادن قطعه در خلا
در اثر برخورد پرتو الكتروني با سطح فلز پرتو ايكس توليد مي شود و لذا نياز به حفاظت در برابر اين پرتو وجود دارد.به علت آنكه پرتو الكتروني شامل اجزاي با بار منفي ميباشد،وجود ميدان هاي الكتريكي و مغناطيسي سر گردان باعث انحراف پرتو از مسير اصلي طراحي شده مي شود.
عدم پايداري طولاني مدت پرتو
تعمير عيوب ايجاد شده در عمق قطعه در اتصال قطعات ضخيم مشكل است.قيمت بالاي تجهيزات وكاربرد محدودتر نسبت به روش هاي قوسي
محدوديت هاي جوشكاري با پرتو الكتروني
7.نياز به تميز كاري قطعات به شكلي بسيار خوب براي آنكه از شكل گيري عيوبي مثل تخلخل در جوش جلوگيري شود.
8.تركيدگي فلز جوش
9.وجود درز جوش و گرده جوش بسيار نازك در اين فرآيند موجب حساسيت زياد در برابر عيب ذوب ناقص مي شود كه ناشي از خطا در دنبال كردن صحيح درز اتصال توسط پرتو است.
10.چقرمگي كم در اغلب فولادها
11.نبود آزمون هاي غير مخرب تدوين شده
12.حفره انتهاي محل جوش
13.حساسيت شديد فرآيند به تغييرات جزيي متغيير هاي فرآيند
كاربرد هاي فرآيند جوشكاري با پرتو الكتروني
مهمترين فلزات وآلياژهايي كه با اين روش جوشكاري مي شوند عبارتند از:
برليمتيتانيم
زير كونيم
موليبدن
مهمترين صنايعي كه از اين فرآيند استفاده ميكنند عبارتند از:
صنايع هوا فضاصنايع هسته اي
صنايع الكترونيك و پزشكي
صنايع خودرو سازي
جوشکاری پلاسما
به تناسب کاربرد دستی واتوماتیک، پلاسماپیشنهادات سودمند زیادی در،تولید درمقیاس کوچک ودقت جوش، حجم زیاد فلز و درمجموع تجهیزات دارد. از سال 1964 که مقدمه ای برای صنعت جوشکاری بود، جوشکاری پلاسما براساس مزایای اصلی، کنترل ودقت باتولید جوشهایی با کیفیت بالا با استفاده از الکترودهای بادوام در کارهایی با حجم زیاد توسعه یافت. اکنون از پلاسما برای جوشکاری هر چیزی استفاده می شود : ازوسایل جراحی وآشپزخانه ازطریق صنایع غذایی گرفته تا تعمیر پره های موتور جت. درواقع پلاسما گازی است که در دمای خیلی زیاد، گرم و یونیزه شده بطوریکه هادی جریان الکتریکی می شود . فرایند جوشکاری قوسی پلاسما شبیه GTAW (جوشکاری باالکترود تنگستنی به همراه گازمحافظ ) است که ازپلاسما برای انتقال جریان الکتریکی لازم برای ایجاد قوس به قطعه کار استفاده می شود . قطعه کار براثر گرمای شدید قوس ،گداخته و ذوب می شود. انواع فلزاتی که می توانند توسط پلاسما جوش داده شوند عبارتند از : فولاد ضدزنگ فلزات دیرگداز ودیگرفولاها: تیتانیم، تانتالیم ،مس، برنج ،طلا، نقره، الیاژی از آهن ونیکل وکبالت (kovar )و Inconel, وzircallقوس جوشکاری TIG / GTAW ( چپ) و پلاسما ( راست )در مشعل جوشکاری پلاسما الکترود تنگستنی دریک نازل مسی که در نوک آن دریچه ی کوچکی وجود دارد قرار می گیرد . شعله قوس ابتدا میان مشعل الکترود و نوک نازل بوجود می آید وسپس قوس ایجاد شده به قطعه کار منتقل می شود. گاز پلاسما و قوس دریک مسیر با یک منفذ محدود شده باهم برخورد می کنند و مشعل یک گرمای فشرده ومتمرکز با دمای بالا به قسمت کوچکی اعمال می کند . با این فرایند تجهیزات جوش پلاسما کارایی بالایی دارد که قادر است جوشهایی باکیفیت خیلی خوبی تولید کند . در جوشکاری موادی که درزمانی که گرم می شوند تمایل به خروج گاز دارند، الکترودهایی که محافظت می شوند کمتر در معرض آلودگی و فساد قرار می گیرند . این امر باعث طولانی تر شدن عمر الکترود و افزایش زمان نگهداری الکترود می گردد. (معمولاً 1/8 ساعت ) گاز پلاسما معمولا از گاز آرگون است و مشعل نیز از گاز دومی ( آرگون، آرگون/ هیدروژن ویا هلیم ) برای کمک در محافظت حوضچه جوش استفاده می کند تا اکسیداسیون را کاهش دهد . سوراخ نازل با در نظر گرفتن اندازه مهره جوش انتخاب می شود تا قطر و ضخامت قوس بر اساس آن کنترل شود . تجهیزات اضافی لازم برای جوشکاری پلاسما شامل : 1- منبع قدرت 2 – consol پلاسما ( درونی یا بیرونی) 3- دستگاه گردش آب ( درونی یا بیرونی) -4 مجموعه مشعل فرعی جوش پلاسما ( نوک ها، سرامیک ها، گیره ودستگاه اندازه گیری نصب الکترود ) شروع و انتقال قوس پلاسما آرام و پیوسته ویکنواخت است که این امر در جوش صفحات نازک وسیم های باریک و اجزای کوچک مناسب است . شکل وطول قوس وتوزیع حرارت پلاسما، فاصله بحرانی گریز جوش را نسبت به حالت GTAW کمتر می کند . تقریباً در تمام کاربردها به کنترل اتوماتیک ولتاژ ( AVC ) نیازی نیست . پایداری بالای قوس در طی جوشکاری از وزش و انحراف قوس می کاهد واپراتور را قادر می سازد از وسایل شروع کننده قوس در نزدیکی ومجاورت محل اتصال جوش برای نفوذ بهتر حرارت استفاده نماید . چگالی انرژی قوس در پلاسما در حدود 3 برابر انرژی قوس GTAW است که از شکستگی و تغییر شکل جوش واز H .A .Z) ) می کاهد که این امر باعث ریزدانه شدن جوش وافزایش سرعت جوشکاری می شود. (این جوش در کمتراز 0.005 ثانیه کامل می شود) جریان اولیه کمتر از 1 آمپر می تواند دقت جوشکاری اجزای کوچک وکنترل بهتر جوش را در جوشکاری لبه ای شیب دار را در بر داشته باشد . در هنگام شروع قوس منبع قدرت پلاسما، کمترین صدا را تولید می کند و پلاسما می تواند از تجهیزات کنترل عددی (NC ) بدون دخالت الکتریکی استفاده کند .این امر همچنین در درز گیری با جوش اجزای الکترونیکی بر خلاف فرایند GTAW که با دخالت الکتریکی ممکن است آسیب هایی به اجزای حساس الکترونیکی درونی وارد کند، استفاده می شود . منبع پلاسما دامنه وسیعی از فرکانس برای کاربردهای پالسی در اختیار ما قرار می دهد که گاهی اوقات این فرکانسها به بالاتر از 10 Khz می رسد. جوشکاری پلاسما کاربردهای فراوان و گوناگونی دارد. بطور کلی برش و تعمیر قالب ها در صنعت با استفاده از پلاسما در حال رشد است . منبع قدرت میکروقوس این توانایی را دارد که قوسی با جریان پایین ایجاد کند و راهی موثر برای تعمیر و شکافهای کم و جزیی و گودی های ناشی از استفاده نادرست و فرسودگی و تعمیر اصولی و عملیات حرارتی داشته باشد. برای جوش لبه های بیرونی فرایند پلاسما به استفاده از طول قوسی بلندتر و پایدار که به مهارت زیادی در کنترل حوضچه ندارد نیاز توصیه می کند. در مواجه با گوشه های درونی شکاف ها، الکترود تنگستنی GTAW/TIG می تواند انجام فرایند جوش را بهتر کند. در جوشکاری تسمه ها توسط پلاسما انتقال قوس به قطعه کار با کار کردن بر روی لبه های اتصال بطور پیوسته صورت می گیرد . در کاربرد های اتوماتیک در جوشهای طویل و بلند نیازی به کنترل فاصله نیست و این فرآیند نیازکمتری به تعمیر اجزای مشعل دارد . تیوب و لوله از نورد تیوب و بوسیله رولهای فرم دهنده مواد و جوشکاری لبه ای در محل جوش تولید می شوند . کارایی و بازده نورد تیوب به سرعت جوشکاری و مجموع زمان های صرف شده در جوشکاری بستگی دارد. جوشکاری پلاسما ویژگی های مهم و سودمندی دارد برای مثال : افزایش سرعت جوشکاری تیوب ، جوشهایی با کیفیت مناسب بخاطر پایداری و ثبات قوس و افزایش عمر نوک الکترود را می توان نام برد.
لیست تجهیزات مورد نیاز :
1- منبع قدرت 2- plasma consol (گاهی بصورت درونی یا بیرونی) -3 دستگاه گردش آب (بصورت درونی یا بیرونی ) -4مشعل جوشکاری پلاسما -5مجموعه لوازم فرعی مشعل ( نوک ها، سرامیک ها، گیره، دستگاه اندازه نصب الکترود)ویژگی ها ، مزایا ، کاربردها : ویژگی ها:
-1 حفاظت الکترود که زمان استفاده از آن را طولانی تر می کند. -2 قابلیت جوشکاری با آمپراژ پایین ( پایین تر از (0.05 A -3 پایداری و یکنواختی قوس وشروع آرام آن جوشهای مستحکمی تولید می کند. -4 پایداری قوس در هنگام شروع و آمپراژ پایین جوشکاری -5 حداقل صدای منتشره ، صدای زیاد فقط در هنگام شعله اولیه قوس ونه در تمام جوشها -6 امکان بالا بردن سرعت جوشکاری و اینکه چگالی انرژی قوس به 3 برابر چگالی انرژی فرایند GTAW می رسد. -7 زمان جوشکاری به کمتر از 0.005 ثانیه می رسد . -8 چگالی انرژی از H .A .Z می کاهد و کیفیت جوش را افزایش می دهد. -9 طول قوس ، شکل و حتی توزیع حرارت آن از ویژگی های مهم آن است. -10 قطر وضخامت قوس از طریق سوراخ نازل انتخاب می شود.
مزایا : دلایل زیادی برای استفاده از جوشکاری پلاسما وجود دارد . اما می توان تمام آن را در سه قسمت اصلی خلاصه کرد : -1 دقت : معمولاً دقت جوش پلاسما نسبت به جوشهای معمولی TIG بیشتر است . ( بخاطر داشته باشید که افزایش منبع قدرت می تواند قوسی متفاوت با قوس TIG بوجود آورد). پلاسما مزایای زیر را نسبت به جوشهای TIG متداول ارائه میدهد : ← پایداری وتمرکز قوس ← دامنه وسیع تغییر طول قوس ( TIG ± 5% ، plasma ± 15% ) -2 جوشکاری قطعات کوچک : ← قابلیت استفاده از آمپراژ پایین ( در بسیاری از منابع قدرت شدت جریان تا 0.1 A پایین آورده می شود . ← پایداری قوس در شدت جریان های پایین ← انتقال آرام وآهسته ( شروع قوس ) بدون ایجاد صدای زیاد ← امکان کاهش زمان جوشکاری (برای خال جوشها ، تیوب ها ،guid wire وغیره .) -3 تولید بالای جوشکاری : ←در این فرایند از الکترود های با دوام می توان مدت زمان بیشتری نسبت به TIG وقبل از اینکه فاسد شوند از آنها استفاده کرد . درکل فرایند جوشکاری تمام مزایای منحصر بفرد پلاسما قابل مشاهده است .
کاربرد ها : -1 جوشکاری قطعات کوچک : در فرایند پلاسما ، قوس می تواند آهسته و آرام و در عین حال ثابت وپیوسته در نوک سیم ها یا دیگر اجزای کوچک شروع شود و دوره زمانی دوباره کاری جوش را بسیار کوتاه کند . این خصوصیت در زمان جوشکاری اجزایی مانند : سوزنها ، سیم ها ، فیلامان های لامپها ، ترموکوپلها ، میله و ستون ها وحتی ابزارهای جراحی سودمند است . -2 اتصال محکم قطعات : ابزارهای طبی و الکترونیکی اغلب بطور محکمی از طریق جوشکاری متصل می شوند . فرایند پلاسما این توانایی را دارد که : ←Heat in put را کاهش می دهد . ← قطعات حساس وظریف ونزدیک بهم را جوش دهد . ←قوس را بدون ایجاد صدای الکتریکی ایجاد کند ( صدای زیاد میتواند باعث آسیب های درونی الکتریکی شود) پلاسما در سنسورهای فشاری و الکتریکی ، اجزای الکترونیکی ، موتورها، باتریها، تیوب های کوچک در اتصالات / لبه دار کردن ، سوپاپها ،تجهیزات لبنیاتی ، میکروسوئیچ ها و غیره کاربرد دارد . -3 ابزار برش و تعمیر قالب ها : در حالی که صنعت تعمیر در تلاش است که به شرکتهایی که می خواهند از اجزایی که دارای شکافها ی باریک و فرورفتگی های ناشی ازاستفاده نادرست و فرسودگی ، دوباره استفاده کند کمک نماید ، منبع قدرت میکروقوس جدید این توانایی را دارد که قوسی آرام با جریان پایین ایجاد کند وراهی موثر برای تعمیرات اصولی وعملیات حرارتی داشته باشد . از فرایند میکروTIG و هم از میکرو پلاسما بعنوان ابزارهای برشی و تعمیر قالب ها استفاده می شود . برای لبه های بیرونی، قوس در فرایند پلاسما پایداری بیشتری دارد و مستلزم داشتن مهارت زیادی در کنترل حوضچه مذاب نیست . در هنگام مواجه شدن با گوشه های درونی و شکافها ، الکترود تنگستنی فرایند GTAW / TIG می تواند دسترسی به آنها را راحت تر کند . -4جوشکاری تسمه های فلزی : فرایند پلاسما این امکان را فراهم می کند که انتقال قوس بین قطعه کار و با کار کردن در لبه های اتصال جوش ثابت و پایدار باشد. در کاربرد های اتوماتیک ، کنترل طول قوس در جوشهای بلند ضروری نیست و نیاز کمتری به تعمیر و نگهداری اجزای مشعل دارد. این فرایند مخصوصاً در کارهایی با حجم بالا و در جایی که مواد گازهایی به هوا منتشر می کنند ودارای سطوح آلوده هستند مناسب است . -5جوشکاری نورد تیوب : تیوبها و لوله ها از نورد تیوب وبا گرفتن تسمه های پیوسته و نزدیک کردن لبه های آن تا در محل جوش به هم برخورد کنند تولید می شوند . در این نقطه فرایند جوشکاری ذوبی و گداختن لبه های تیوب انجام می شود . بازده و کارایی نورد تیوب به سرعت و مجموع زمانهای صرف شده در جوشکاری بستگی دارد . در زمان ساخت نوردها همیشه میزان خاصی از آهن قراضه تولید می شود . بنابراین از مهمترین موضوعات برای کاربران نورد تیوب اینها هستند : ←حداکثر سرعت قابل حصول در جوشکاری نورد تیوب ←کیفیت واستحکام مناسب جوش بخاطر پایداری قوس ←حداکثر زمان عمر نوک الکترود جوشکاری تعدادی از نوردهای تیوب در جوشکاری پلاسما به منظور بدست آوردن توأماً افزایش سرعت جوشکاری و بهتر کردن نفوذ جوش و افزایش عمر الکترود بکار گرفته می شوند .
جوشکاری پلاسما چیست ؟
جوشکاری قوسی پلاسما ( PAW ) نوع پیشرفته ای از فرایند جوشکاری با الکترود تنگستنی با گاز محافظ ( TIG) است . جوشکاری TIG یک قوسی با سوختن آزاد که ناپایدار است و منجر به انحراف در جریانهای پایین می گردد. با افزایش جریان ، قدرت و قطر قوس نیز افزایش می یابد. این امر منجر به کاهش تمرکز قدرت در قطعه کار می گردد که باعث بزرگتر شدن درز و افزایش H.A.Z می شود . برخلاف مشعل های جوش TIG در فرایند PAW از نازل های باریک ودو گاز مجزا استفاده می شود که این امر باعث می شود شکل قوس بصورت یک ستون باریک در می آید و تمرکزبالای قوس را را ناشی می شود. ستون پلاسما اکنون در طول الکترود پایدار شده است و نسبت به قوس TIG متراکم تر است . دمای باریکه قوس پلاسما بین 10000-24000 K است درحالیکه دمای قوس TIG بین 8000-18000 K است.توانایی عملی ماشینهای جوش پلاسما با تراکم قوسی 400 PW و 200 PW : وضعیت قوس در جوشکاری پلاسما -1جوشکاری دستی پلاسما معمولاً با جوشکاری که بدون نوع ذوبی جوش key hole باشد سازگار شده است -2 تقاضاهایی مثل ساخت جوشهایی از نوع key hole و یا پاسهای پر کننده نیازمند جوشکاری پلاسمای مکانیزه می باشد . -3 پودرهای surfacing (PTA ) برای پوشاندن سطح کار و مقاومت در برابر خورندگی استفاده می شود . در کارهای وسیع و متنوع از کبالت ، نیکل،کاربید تنگستن، آلیاژهای سخت و آلیاژهای آهن بصورت پودر استفاده می شود
آماده سازی محل اتصال برای فرایندهای مختلف جوشکاری:
سرعت جوشکاری :(cm/min) نمونه ای ازفولاد کربنی (5 mm ) سنگ زنی +سرباره زدایی 2+پاس با سرعت (15-20 cm/min ) +آماده سازی MMAW:
2 پاس با سرعت 10cm/min + آماده سازی : TIG دستی 1 پاس با سرعت 40 cm/min : پلاسما (سوراخ کلیدی) پلاسما cm/min ضخامت50
3) 35-40
4 ) 25-30
6 ) 15-20
مقدار تقریبی Heat in put در فرایند های مختلف جوشکاری :
بیشترین ضخامت صفحاتی را که بااستفاده از فرایندپلاسما در یک پاس و بدون آماده سازی می توان جوشداد :فولاد کربنی و ضد زنگ وآستنیتی بیشتر از 8mm تیتانیم بیشتر از 10mm هزینه جوشکاری با TIG / Plasma جوشکاری پلاسما (پایین دستی یا عمودی – افقی )در ضخامت هایی بین 2.5 – 10 mm در جهت بهبود جوش مزایای زیر را دارد : ←کاهش زمان آماده سازی (جوشکاری بدون آماده سازی ، لب به لب گونیایی بدون شکاف ) ←کاهش زمان جوشکاری ( تک پاس ) ←کاهش پرداخت کاری و زمان تمییز کردن ←حذف مرحله دوباره کاری بخاطر نداشتن عیب کاربرد در صنایع : در صنایع هوایی و هوا فضا ، در صنایع غذایی و شیمیایی ، در ساختمان ماشین ها ، اتومبیل ، راه آهن در ساختن کشتی ها، تانک و تجهیزات ساختمانی و خطوط لوله و...
خصوصیات آرگون وهلیم:( Characteristics of Argon and helium)
عمده ترین فاکتور تاثیرگذار روی کارایی گاز محافظ چگالی (دانسیته )گاز است. آرگون تقریبا3/1 برابر از هواو10 برابر از هلیم سنگین تراست .آرگون ،پس ازاینکه ازنازل تورچ خارج شد، پوششی روی منطقه جوشکاری ایجاد می کند، درحالی که هلیم،به این خاطر که ازآرگون سبک تراست ،تمایل به افزایش منطقه محافظت نازل دارد.تجریه اکیدانشان می دهد که برای ایجاد اثرات حفاظتی معادل،جریان هلیم باید 2تا3 برابر جریان آرگون باشد. این رابطه درترکیبات آرگون – هلیم که میزان هلیم بیشراز میزان آرگون است نیزصادق است.خصوصیات مهم این گازها رابطه ولتاژ – جریان قوس تنگستن درهلیم وآرگون می باشد.درهمه سطوح جریان،برای قوس های معادل ،ولتاژ قوس حاصله ازهلیم،به میزان قابل توجهی بیشتراز آرگون است .ازآنجا که گرمای قوس تقریباتوسط میزلن جریان وولتاژ تولیدی (نیروی قوس ) اندازه گیری می شود،هلیم گرمانی بیشتری نسبت به آرگون ایجاد می کند.مزیت این گرما،آنجایی مورد توجه قرارمی گیرد که موادضخیم جوشکاری می شود وفلزات دارای رسانای گرمایی بالا یادرجه ذوب نسبتابالاهستند،لیکن باید اشاره شود درجریان های ضعیف تر،منحنی های ولت – آمپر ازمیان ولتاژ مینیم درسطح جریانی حدود 90 آمپر،بعدازآنکه باکاهش جریان،ولتاژ افزایش پیدامی کند ،عبور می نمایند.درهلیم،این افزایش ولتاژ دررنج 50 تا 150 آمپرهنگامیکه بیشترعملیات جوشکاری موادنازک انجام شده است ،صورت می پذیرد.ازآنجاکه افزایش ولتاژ درآرگون ،زیرجریان 50 آمپر صورت می گیرد،بااستفاده از آرگون دررنج جریان 50 تا150 آمپر،اپراتور هنگام جوشکاری کنترل بیشتری روی طول قوس دارد.واضح است که هنگام کارباآرگون ،برای ایجاد ولتاژ مساوی ،باید ازجریان بسیاربالاتری نسبت به هلیم استفاده شود .ازآنجا که درجریان های مساوی سوختگی کناره جوش درهردونوع گازروی می دهد،لذا هلیم درسرعت های بالاتر،باعث ایجاد جوشهایی بهترمی شود .دیگر شاخه تاثیرگذر،پایداری قوس است.هردوگاز باجریان مستقیم قوس پایدار ایجادمی کنند.هنگام کار باجریان متناوب که درجوشکاری آلومینیوم ومنیزیم کاربرد وسیعی دارد،آرگون باعث ایجاد قوس پایدارتر وعملیات تمیزکنندگی بهتری می شود که دراین مورد برتری آرگون نسبت به هلیم کاملا مشهوراست.
منابع:
1- http://www.iran-eng.com
2- http://www.iranwelding.blogfa.com
3- كتاب تكنولوژي جوشكاري ، مولف دكتر كوكبي ، انتشارات دانشگاه صنعتي شريف
/الف
+ ۱۳۸۹/۱۱/۱۴
هومه ر رشيدي دانشجوي كارشناسي حقوق
اين مطلب هرچند كوتاه ومختصر است اما مي خواهم در اين مطلب نشان دهم كه انسان از آن جهت كه
انسان است ودر اجتماع زندگي مي كند و با ديگران رابطه برقرار مي كند داراي جه حقوقي است و يا
قانون براي فرد چه حقوقي قائل گرديده و عنوان حق پيدا كرده،وبايد از جانب قواي حاكم وديگر افراد
رعايت گردد.(حق از نظر حقوق دانان اقتدار،سلطه و امتيازي است كه براي شخص مشخص شده وديگران مكلف به رعايت آن هستند-حق مالكيت،حق ازدواج و...)
در يك تقسيم بندي كلي مي توان حقوق افراد را در سه دسته قرار داد:حقوق سياسي،عمومي و خصوصي
1.حقوق سياسي
حقوق سياسي حقوقي هستند كه اتباع يك كشور به وسيله آن مي توانند در حاكميت كشور متبوع خود مستقيم
يا غير مستقيم شركت نمايند. اين حقوق شامل بيگانگان نمي شود چرا كه بيگانگان اين حق را در رابطه با كشور متبوع خود دارند. مشاركت در انتخابات چه به عنوان راي دهنده و يا انتخاب شونده(اعم از انتخابات
رياست جمهوري-پارلمان-شوراهاي محلي و...)همچنين دارا بودن بعضي مشاغل همچون وزارت،سفارت
و مشابه آن از جمله اعمال حقوق سياسي به شمار مي روند.
نكته:در جمهوري اسلامي ايران انتخاب شدن به عنوان رياست جمهوري كه يكي از اعمال حقوق سياسي
است وهر شخصي مي تواند از آن بهره مند گردد،براي كساني كه مذهب مغاير با مذهب رسمي كشور دارند
قابل اجرا نيست(طبق اصل 115 قانون اساسي)
2.حقوق عمومي
حقوقي است كه لازمه شخصيت انساني است و تمامي افراد جامعه مي توانند از آن برخوردار گردند،هر
شخص در هر طبقه اي از جامعه قرار بگيرد بايد از اين حقوق بهره مند باشد.بعضي از اين حقوق ممكن
است به عنوان مجازات به وسيله قانون سلب گردد. حق حيات،حق داشتن كار،مسكن،آزادي رفت وآمد،
آزادي بيان و...جزو حقوق عمومي قرار مي گيرند.از جمله همين حقوق مي توان به برابري در مقابل قانون
تساوي در برابر دادگاهها،تساوي در دادن ماليات را نام برد.حقوق اساسي نيز به عنوان يكي از ابعاد حقوق
عمومي بيانگر سازمان وشكل حكومت،وظايف قواي حاكم،حقوق وتكاليف افراد در برابر دولت،و وظايف
دولت در رعايت حقوق وآزادي هاي افراد را مشخص مي سازد.
3.حقوق خصوصي
حقوق خصوصي به رابطه شخص با فرد بخصوصي يا مالي يا اشخاص ديگر مي پردازد،فرد بر اثر اين ارتباطات اختياراتي پيدا مي كندكه ديگران آن رابطه واختيارات را ندارندولي ملزم به رعايت و احترام
گذاشتن به آنها هستند مثل حق مالكيت،حق شفعه و... روابط در حقوق خصوصي به اشخاص موضوع حق ارتباط دارد وحقوق مشخصي را ايجاد مي كند كه قابل تجزيه به حقوق شخصي وتعهدات اند يعني موضوع
اصلي حقوق خصوصي پيرامون اين دو است. حقوق خصوصي به رابطه افراد مي پزدازد ومنافع حقوق
خصوصي به افراد،مستاجر،شريك و.. مرتبط است بر عكس حقوق عمومي كه منافع جامعه و مصلحت
عمومي مد نظرش است.
نتيجه گيري : هر شخص(در اينجا حقيقي)با شناسايي حقوق خود مي تواند روابط اجتماعي خود را گسترش دهد وهمچنين خود را اززيانهاي احتمالي كه از جانب ديگز افراد جامعه ويا حاكميت
ممكن است دچار گردند تا حدي خود را مصون دارد.
+ ۱۳۸۹/۱۱/۱۴
عمره (عُ رَِ) و تموا الحج و العمرة لله (بقره ـ 196)
ـ در اصطلاح فقها انجام اعمال و مناسك خاصى است در زيارت خانه خدا (زيارت كعبه است با آداب و مناسك مخصوصه). عمره از واجباتى است كه در ارتباط با حج صورت مى گيرد و در طول عمر مكلف يك بار به صورت عمره تمتع و يا عمره مفرده واجب مى گردد.
تسميه عمره ـ عمره عنوانى است بر گرفته از كلمه عمارت به معناى :
1. آبادى. كسانى كه به قصد زيارت به مكه معظمه مشرف مى شوند با اجتماع خود موجب عمران آن شده و يا عمره باعث آباد بودن بيت الله است.
2. زيادت. و عمره اضافه بر حج است.
زمان عمره ـ با توجه به اقسام حج، دو نوع عمره وجود دارد:
1. عمره تمتع ـ انجام آن براى كسانى است كه استطاعت حج تمتع پيدا مى كنند يعنى براى اهل آفاق (غير اهالى مكه و ساكنين حوالى آن) مى باشد و پيش از حج تمتع از اول ماه شوال تا قبل از روز نهم ذيحجه مى تواند صورت گيرد.
2. عمره مفرده، انجام آن براى كسانى است كه وظيفه شان حج افراد و قران است، يعنى براى اهالى مكه و ساكنين حوالى آن مى باشد، كه بعد از انجام حج (در صورت تمكن) و در طول سال مى تواند صورت گيرد. (غير از ايام اختصاصى حج)
واجبات عمره اين عبادت دو نوع واجبات دارد:
1. واجب ركنى، احرام و طواف زيارت و سعى از واجبات ركنى هستند.
2. واجب غير ركنى، تقصير و نمازطواف زيارت و طواف نساء و نماز طواف نساء از واجبات غير ركنى هستند.
تفاوت دو عمره
1. عمره مفرده اختصاص به ماه هاى حج ندارد ولى عمره تمتع بايد در اشهر حج انجام شود.
2. عمره مفرده را مى توان جدا از حج به جا آورد ولى عمره تمتع همراه حج انجام مى شود.
3. عمره مفرده داراى طواف نساء و نماز طواف نساء
مى باشد ولى عمره تمتع اين دو عمل را ندارد.
4. در عمره مفرده مرد مخير است بين انجام حلق و تقصير، ولى در عمره تمتع اين اختيار و جود ندارد و فقط بايد تقصير نمود.
5. در عمره مفرده آميزش جنسى قبل از فراغ از سعى، عمره را فاسد مى كند و بايد ضمن تمام كردن عمره آن را اعاده نمود اما در عمره تمتع فساد آن را محل حرف و بحث دانسته اند.
عمره استحبابى (اِ تِ) عمره مفرده است كه مستحب است براى همه مسلمانان جهان چه اهل مكه و چه اهل آفاق، و در ماه رجب، استحباب تاكيد مؤكد دارد.
عمرة الاسلام (عَ رَ تُ لْ) عمره نخستين است (اسرار، مناسك، ادله حج، ص 9)
عمره افراد (اِ) عمره مفرده را گويند. (مبسوط در ترمينولوژى حقوق)
عمره اكمه (اَ كَ مِ) عمره بيست و هفتم ماه رجب نزد اهل مكه. ريشه عمره اكمى نزد مكيان آن است كه چون عبدالله بن زبير از ساختمان كعبه مقدس بپرداخت عمره اى گزارد و اهل مكه همراه او بودند تا به محل «اكمه» رسيد و از آن جا احرام بست و اين واقعه روز بيست و هفتم ماه رجب بود. (سفر نامه ابن جبير، ص 179)
عمره بتلا (بَ) عمره بدون حج است. (فرهنگ جامع; دائرة الفرائد، ج 3، ص 29)
عمره تطوع (تَ طَ وُّ) همان (ك) عمره استحبابى
عمره تمتع (تَ مَ تُّ) نام اعمال مخصوصى است در زيارت خانه خدا كه با واجب شدن حج تمتع واجب مى شود (يعنى مخصوص اهل آفاق است، يعنى كسانى كه وطن آنها تا مكه بيش از 16 فرسخ شرعى يا 87 كيلومتر مى باشد). بنابراين وجوب اين عمره براى كسانى است كه استطاعت تمتع را پيدا مى كنند.
تسميه تمتع ـ اين عمره از آن جا كه با حج تمتع در ارتباط است و بايد در همان سال حج تمتع (و قبل از آن) انجام گيرد عمره تمتع ناميده شده است.
زمان تمتع ـ وقت مخصوص اين عمره شهر حج است (يعنى از اول ماه شوال تا قبل از ظهر روز نهم ذى حجه) و انجام اين عمل طى اين زمان خاص بيش از يك بار جايز نيست.
اعمال تمتع ـ واجبات اين عمره به ترتيب عبارتند از(1):
1. احرام، در ميقات محرم شدن.
2. طواف زيارت، در مسجد الحرام دور خانه كعبه هفت بار گرديدن.
3. نماز طواف زيارت، در مسجد الحرام پشت مقام ابراهيم دو ركعت نماز خواندن.
4. سعى صفا و مروه، جنب مسجد الحرام بين دو كوه صفا و مروه هفت بار رفت و برگشت نمودن.
5. تقصير، در مكه (و معمولا جنب مسجد الحرام در مروه) مقدارى از موى سر يا صورت چيدن يا مقدارى از ناخن دست يا پا گرفتن.
ميقات تمتع مكان هايى كه در يكى از آنها مى توان احرام عمره تمتع را بست عبارتند از:
1. جحفه، در شمال غربى مكه
2. يلملم، در جنوب شرقى مكه
3. ذو الحليفه، در جنوب مدينه
4. وادى عقيق، در شمال شرقى مكه
5. قرن المنازل، در شرق مكه
6. محاذى، با ميقات (ل)
7. ادنى الحل، نزديك ترين موضع حل
8. خانه، در صورت نزديك تر بودن به مكه از ميقات هاى پنجگانه
9. فخ، در مكه براى كودكان(2)
مكه و تمتع ـ بعد از خاتمه اعمال عمره تمتع، تا روز هشتم ذى حجه (زمان محرم شدن براى اعمال حج تمتع)
ــــــــــــــــــــــــــــــــــ1. در مورد توضيح بيشتر اعمال عمره رجوع كنيد به هر يك از «عناوين» مربوطه.
2. در مورد ميقات ها رجوع كنيد به هر يك از «عناوين» مربوطه و يا قسمت «ميقات».
خروج از مكه جايز نيست.
عمره جعرانه (جِ عِ رّ نِ) (جُِ نِ) عمره اى كه احرام از جعرانه گرفته شود. (مبسوط در ترمينولوژى حقوق)
عمره حديبيه نام عمره اى از رسول خدا(صلى الله عليه وآله وسلم) كه به جا آورده نشد و متوقف ماند به علت انعقاد صلح (ك) حديبيه.
عمره رجبيه (رَ جَ ىِّ) شهرت عمره مفرده اى كه در ماه رجب صورت گيرد. براى عمره اين ماه فضيلت بسيارى ذكر شده است. از جمله از امام نهم(عليه السلام) منقول است كه افضل عمره ها عمره رجب است.
عمره صلح همان (ك) عمره قضا
عمره القصاص (قِ) همان (ك) عمره قضا
عمره قضا (قَ) نام عمره اى است كه رسول اكرم(صلى الله عليه وآله وسلم) در ذى قعده سال هفتم هجرى (به اتفاق اصحاب)(1) به جاى آورد و به اسامى ديگرى هم معروف است.
1. عمرة الصلح - چون براساس صلح حديبيه انجام شد.
2. عمرة القصاص ـ چون به تلافى صلح حديبيه انجام شد.
3. عمرة القضيه ـ چون در صلح حديبيه، حكم و فرمان (قضيه) شد كه عمره در سال هفتم (هجرى) انجام پذيرد.
4. عمرة القضا - چون در سال ششم هجرى مشركين مانع از ورود حضرت رسول براى اداى عمره شدند و اجراى آن به سال ديگر موكول گرديد، گويى عمره سال هفتم قضاى عمره سال ششم است، و نيز قضا به معنى حكم است، و درسال ششم در حديبيه حكم بر آن قرار گرفت كه عمره در سال هفتم انجام گيرد. (حجة التفاسير، مقدمه، ص 170)
عمره قضيه همان (ك) عمره قضا
عمره مبتوله (مَ لِ) عمره بريده شده يعنى عمره بدون حج، عمره افراد، عمره مفرده، عمره قران.
(فرهنگ معارف اسلامى; آداب عمره قران، ص 54، فرهنگنامه حج و عمره، دفتر اول، ص 20 ; حج البيت، ص 155)
عمره مستحبى همان (ك) عمره استحبابى
عمره مفرده (مُ رَ دِ) نام اعمال مخصوصى است در زيارت خانه خدا، و وجوب آن(2) براى كسانى است كه:
1. اهل مكه اند.(3)
2. در حكم اهل مكه اند و منزل آنان تا مكه كمتر از 16 فرسخ شرعى (يا 48 ميل يا 87 كيلومتر) مى باشد(4)
3. در قيد نذر و عهد و يمين و شرط ضمن عقد هستند و يا حج را فاسد كرده اند و يا حج از آنان فوت شده است.(5)
تسميه مفرده اين عمره از آن جا كه جدا از اعمال حج (افراد و قران) به جاى آورده مى شود مفرده ناميده شده است.
زمان مفرده اين عمره پس از حج افراد و يا حج قران به جا آورده مى شود و وقت مخصوصى برايش معين نشده و در طول سال (جز در ايام اختصاصى حج) مى توان آن را به جاى آورد. اين عمره براى مكلف يك بار واجب است ولى تكرار عمره مفرده استحبابى در طول سال (جز در ايام اختصاصى حج) مجاز است و براى اهل آفاق هم مجاز است (البته اهل آفاق در فاصله پايان عمره تمتع تا پايان حج نمى تواند عمره مفرده به جاى آورد).
اعمال مفرده ـ واجبات اين عمره به ترتيب عبارتند از:(6)
1. احرام، در ميقات محرم شدن.
2. طواف زيارت، در مسجد الحرام هفت بار به دور كعبه گرديدن.
3. نماز طواف زيارت، در مسجد الحرام در پشت مقام ابراهيم دو ركعت نماز خواندن.
4. سعى بين صفا و مروه، جنب مسجد الحرام بين دو كوه صفا و مروه هفت بار رفت و برگشت كردن.
5. تقصير صورت (يا حلق)، در مكه (و معمولا جنب
1. با همان عده از اصحاب كه در حديبيه شركت داشتند جز چند نفرى كه در خيبر به شهادت رسيدند، يا وفات كردند (تاريخ پيامبر اسلام، ص 523).
2. شروط و وجوب آن مانند شروط وجوب حج است.
3. به عنوان واجب اصلى.
4. به عنوان واجب اصلى.
5. به عنوان واجب عرضى.
6. براى توضيح بيشتر اعمال اين عمره رجوع كنيد به هر يك از «عناوين» مربوطه.
مسجد الحرام در مروه) مقدارى از موى سر يا صورت چيدن يا مقدارى از ناخن دست يا پا گرفتن (تقصير) و يا موى سر تراشيدن (حلق).
6. طواف نساء، در مسجد الحرام هفت بار به دور خانه خدا (كعبه) گرديدن.
7. نماز طواف نساء، در مسجد الحرام در پشت مقام ابراهيم دو ركعت نماز گزاردن.
ميقات مفرده ـ مكان هايى كه در يكى از آنها مى توان احرام بست به تناسب آن كه عمره از داخل مكه صورت مى گيرد يا از خارج آن متفاوت است:
1. ميقات از خارج مكه، براى كسى كه از مكه دور است و بخواهد در جهت و رود به مكه و انجام عمره مفرده احرام ببندد. ميقات ها عبارتند از: ذو الحليفه، وادى عقيق، جحفه، قرن المنازل، يلملم، محاذى، ادنى الحل، خانه، فخ.
2. ميقات از داخل مكه، براى كسى كه در داخل مكه است و بخواهد عمره مفرده به جاى آورد.
ميقات ها براى احرام بستن عبارتند از: تنعيم، حديبيه، جعرانه، أضأه لبن. وادى نخله، وادى عرفه.
ادنى الحل(1)
عمره مفروضه (مَ ضِ) عمره مفرده، عمرة الاسلام. (مبسوط در ترمينولوژى حقوق)
عمره واجب عمرة الاسلام. عمره مفرده (در مقابل عمره مستحب)
درباره وبلاگ
کافه فان / Cafefun.ir
سایت اطلاعات عمومی و دانستنی ها
سایت اطلاعات عمومی و دانستنی ها
موضوعات
- دانلود خلاصه کتاب و جزوه
- پوست، مو و زیبایی
- قبل و بعد ازدواج
- مراحل ازدواج
- برنامه های اندروید
- تنظیم خانواده
- دانستنیهای زنان
- خواص گیاهان و میوه ها
- داستان های کوتاه
- تعبیر خواب
- نکات خانه داری
- سخنان بزرگان
- تاریخ
- آشپزی خانواده سبز
- دوست یابی
- لینک های داغ
- دانستنیهای دختران
- بیوگرافی بازیگران و ..
- روانشناسی
- انواع فال
- اس ام اس جدید
- پزشکی و سلامت
- برای زوج های جوان
- دانلود 102 کتاب
- سخنان دکتر شریعتی
- کتاب های دکتر شریعتی
- شاعران معاصر ایرانی
- آرشیو نقد ادبی
- آموزش یوگا
- مشاهیر ایران و جهان
- روانشناسی کودک
- طنز
- مذهبی
- تکنولوژی و فن آوری
- تحقیق و پروژه های دانشجویی
- مقالات و پایان نامه معماری
- بانک احادیث
- رمان های معروف دنیا
- اشعار عاشقانه
- عکس های عاشقانه
- گالری عکس
- قرآن و ادعیه
- مقالات ماه محرم
- دانستنی ها..
- دانستنی های پزشکی
- دکوراسیون داخلی منزل
- نوشته های کوتاه و قشنگ
- خنده بازار
- شعر طنز
- اعتیاد و مواد مخدر
- اتومبیل ایرانی و خارجی
- اطلاعات علمی
- آموزش و ترفندهای کامپیوتر
- ورزش و تحرک
- کد آهنگ پیشواز ایرانسل
- مقالات مهندسی برق
- مقالات رشته حقوق
- غذاهای دریایی
- غذاهای گوشتی
- امیرالمومین علی (ع)
- دانلود نرم افزارهای اندروید
- قالب وبلاگ
- طنز پ نه پ .. جدید
آرشیو مطالب
- بهمن ۱۳۹۸
- دی ۱۳۹۸
- آذر ۱۳۹۸
- فروردین ۱۳۹۸
- بهمن ۱۳۹۷
- آذر ۱۳۹۷
- آبان ۱۳۹۷
- مهر ۱۳۹۷
- شهریور ۱۳۹۷
- مرداد ۱۳۹۷
- تیر ۱۳۹۷
- خرداد ۱۳۹۷
- اردیبهشت ۱۳۹۷
- فروردین ۱۳۹۷
- اسفند ۱۳۹۶
- آذر ۱۳۹۶
- آبان ۱۳۹۶
- دی ۱۳۹۵
- اسفند ۱۳۹۴
- آذر ۱۳۹۴
- مهر ۱۳۹۴
- تیر ۱۳۹۴
- اسفند ۱۳۹۲
- آذر ۱۳۹۲
- آبان ۱۳۹۲
- مهر ۱۳۹۲
- شهریور ۱۳۹۲
- مرداد ۱۳۹۲
- تیر ۱۳۹۲
- خرداد ۱۳۹۲
- اردیبهشت ۱۳۹۲
- بهمن ۱۳۹۱
- دی ۱۳۹۱
- آبان ۱۳۹۱
- مهر ۱۳۹۱
- شهریور ۱۳۹۱
- آرشيو
تبليغات
.:: This Template By : web93.ir ::.